1.参考点的概念
机床参考点(第一参考点,简称参考点)是机床上的一个特殊的固定点。通过返回参考点操作可以确定机床参考点。数控铣床常将第一参考点设置为与机床原点重合,如图1-27所示。FANUC 0i系列的数控铣床可以通过参数1240~1243设置四个参考点。参考点可用于换刀或设定机床坐标系和工件坐标系等。
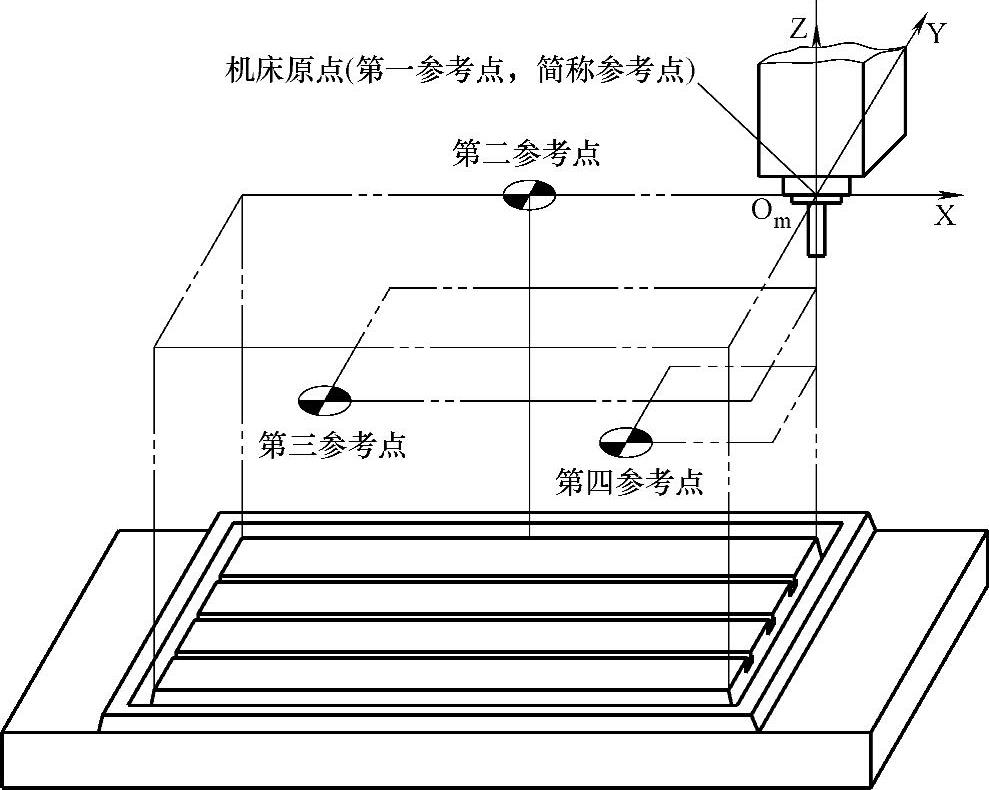
图1-27 机床坐标系和参考点
2.自动返回参考点指令G28/G30
1)自动返回参考点指令G28。这里的参考点指第一参考点。
指令格式:G28 X_Y_Z_;
指令中,X_Y_Z_为返回参考点时途经的中间点坐标值,可以是绝对值或增量值。中间点的坐标值存储在CNC中,每次只存储G28程序段中指令轴的坐标值。对于其他轴,应使用以前指定过的坐标值。因此,开机时第一次返回参考点时,不指定的坐标轴不执行返回参考点操作。为了安全起见,执行该指令之前,应该清除刀具半径补偿和刀具长度补偿。
G28指令返回参考点的几种写法:
写法一:G90 G28 X100.Y80.Z60.; 刀具从当前位置点途经中间点(100,80,60)返回参考点(https://www.daowen.com)
写法二:G91 G28 X0 Y0 Z0; 刀具从当前位置点直接返回参考点
写法三:G91 G28 X0 Y0 Z_; 刀具从当前位置途经Z轴指定的增量坐标值返回参考点
写法四:G91 G28 Z0; 刀具从当前位置先Z轴返回参考点
G28 X0 Y0; 然后再X和Y轴返回参考点
写法一执行时必完成返回参考点后才能用,写法四是各轴分别动作。这种先Z轴提刀,然后X和Y轴返回的方式是比较安全的方式。
2)返回第二、三、四参考点指令(G30)。
指令格式:G30 PnX_Y_Z_;
指令中,n=2、3、4,表示第二、三、四参考点。若省略不写,则表示返回第二参考点,常用于加工中心的换刀点。中间点坐标X_Y_Z_以及指令执行动作同G28。第二、三、四参考点的位置由参数(参数号1241、1242、1243号)设置。在采用相对位置检测装置的数控系统中,只有执行过手动返回参考点或自动返回参考点(G28)操作后,第二、三、四参考点才有效。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






