M指令又称辅助功能指令,主要用于控制机床加工过程中的一些辅助动作。辅助功能指令一般由地址符M及其后面的两位数字组成。常用的M指令见表1-2。
表1-2 常用的M指令
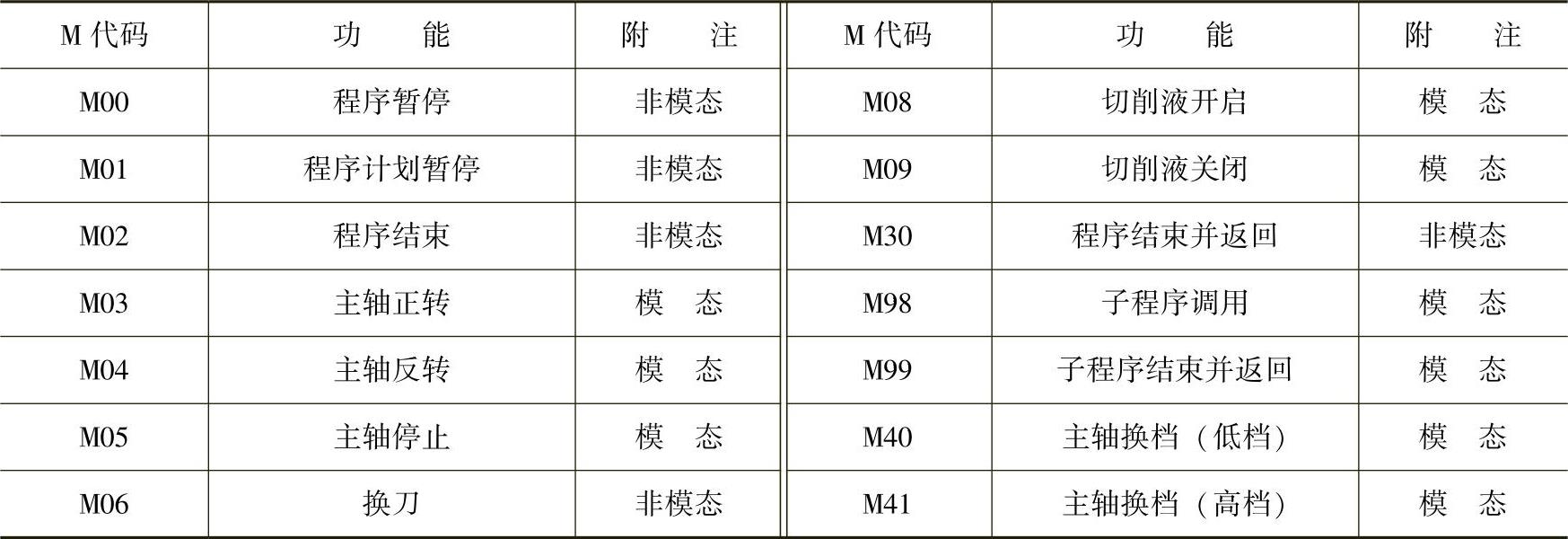
通常,一个程序段中只能有一个M代码有效(即最后一个M代码),除数控系统指定功能外(如M98、M99等),其余M代码一般由机床制造厂家决定和处理。具体见机床制造厂家的使用说明书。
常用M指令功能说明:
1.程序暂停(M00)和计划暂停指令(M01)
M00指令用于程序暂停。暂停期间,系统保存所有模态信息,仅停止主轴(注:有的机床不停主轴)、切削液。按下循环启动键,系统继续执行。
M01指令用于计划停止,又称选择暂停。当按下操作面板上的选择停按钮时,其功能与M00相同,否则,M01被跳过执行。
这两个指令主要应用于工件尺寸的测量、手动变速、排屑等。M01可实行计划抽检等。(www.daowen.com)
2.主轴启动与停止指令(M03、M04、M05)
主轴启动指令包括主轴正、反转指令M03和M04以及主轴停止指令M05。其中M03应用广泛,几乎每一个程序都要用到。注意M02和M30均具有主轴停转的功能,所以有的程序不出现M05指令。
3.程序结束指令(M02、M30)
M02指令常称为程序结束指令,而M30指令常称为程序结束并返回指令。程序结束指令执行后,机床的主轴、进给、切削液等全部停止,所有模态参数取复位状态。FANUC0i数控系统可通过参数设置(参数号3404)将M02设置成与M30相同的功能。
4.切削液开关指令(M07、M08、M09)
常用的切削液开启指令为M08,关闭指令为M09。对于有两个切削液的数控铣床,用M07控制2号切削液的开启。
5.主轴换档指令(M40、M41)
变频主轴速度控制常采用机械换档与变频调速相结合的控制方式,其机械换档有手动与自动两种,后者一般设置了换档辅助指令,常用M40和M41控制一个液压缸实现机械换档。主轴速度指令值与高、低速度范围不符时,系统会报警以提示换档。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






