【摘要】:它是建立机床或控制系统工作方式的一种命令。G指令中的后续数字大多为两位正整数。表1-1所示为应用较为广泛的FANUC 0i MC数控系统的G指令表。表1-1 FANUC 0i MC数控系统的G指令表说明:1)G代码分为模态和非模态两种。3)表中指令左上角带有“◤”符号的G代码为初始状态G代码,又称默认G代码,即数控系统的电源接通或复位时CNC进入清除状态时的G代码。G20和G21初始状态为断电前的状态。4)参数5431的第0位可设定G60的组别转换。

G指令又称为准备功能指令,其字地址符是G,所以又称为G功能、G指令或G代码。它是建立机床或控制系统工作方式的一种命令。G指令中的后续数字大多为两位正整数(包括00)。不少机床此处的前置“0”允许省略,即能够辨识G1就是G01等。表1-1所示为应用较为广泛的FANUC 0i MC数控系统的G指令表。
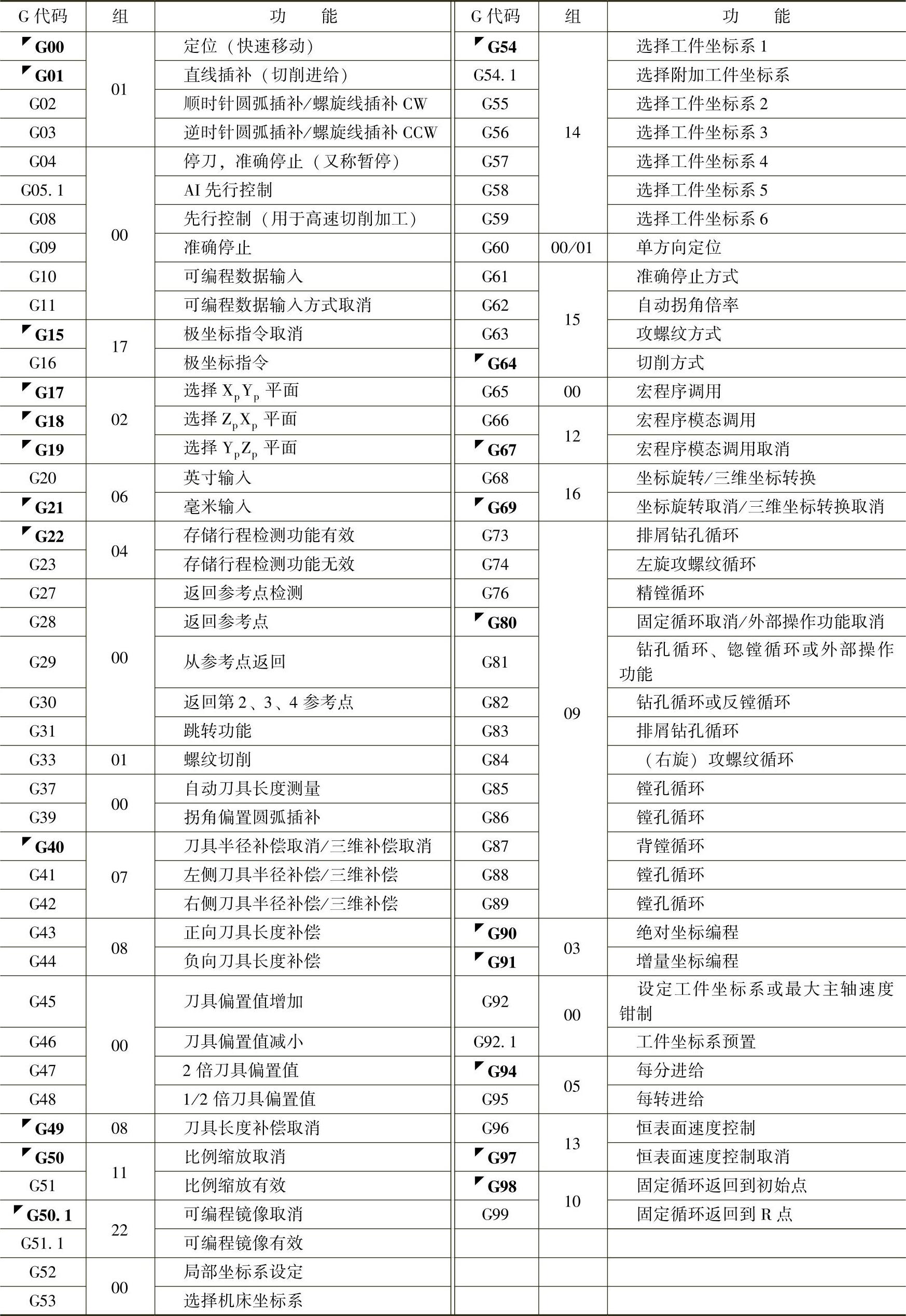
表1-1 FANUC 0i MC数控系统的G指令表
说明:
1)G代码分为模态和非模态两种。所谓模态代码是指该代码具有续效性,在后续的程序段中,在同组其他G代码出现之前一直有效。而非模态代码不能续效,只在所出现的程序段中有效,下一个程序段需要时,必须重新写出。(www.daowen.com)
2)不同组的G代码,在同一程序段中可指定多个。如果在同一程序段中指定了两个或两个以上同组的模态指令,则最后的G代码有效。
3)表中指令左上角带有“◤”符号的G代码为初始状态G代码,又称默认G代码,即数控系统的电源接通或复位时CNC进入清除状态时的G代码。一般情况下每一组G代码中只有一个。G20和G21初始状态为断电前的状态。是否保持初始状态G代码可以通过参数(参数号3402)设置改变,表中所列为出厂状态的默认状态。
4)参数5431的第0位(MDL)可设定G60的组别转换。当MDL=0时,G60为00组G代码,即为非模态指令;当MDL=1时,为01组G代码,即为模态指令。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





