1.铣削运动与铣削用量要素
(1)主运动与进给运动 铣削加工的主运动为消耗功率最大的刀具旋转运动。进给运动为保证连续去除材料的运动,可以通过刀具移动或工件移动来实现。
(2)铣削速度vc(m/min) 指铣刀旋转时切削刃上某点的线速度,一般指直径最大点处的线速度,其计算式如下:
式中,d——铣刀外径(mm);
n——铣刀转速(r/min)。
(3)进给量铣削加工进给量有三种表示方法,即每齿进给量fz(mm/z)、每转进给量f(mm/r)、进给速度vf(mm/min),分别表示刀具每转过一个齿、转过一圈、转过一分钟后铣刀与工件在进给运动方向移过的距离。数控铣削加工进给量常用进给速度vf(mm/min)表示:
vf=nf=nzfz
式中,z——铣刀齿数。
(4)背吃刀量ap 平行于铣刀轴线度量的切削层尺寸(mm)。
(5)铣削宽度ae 垂直于铣刀轴线和进给运动方向度量的切削层尺寸(mm)。
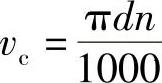
以上运动与参数的图形表述如图1-9所示。
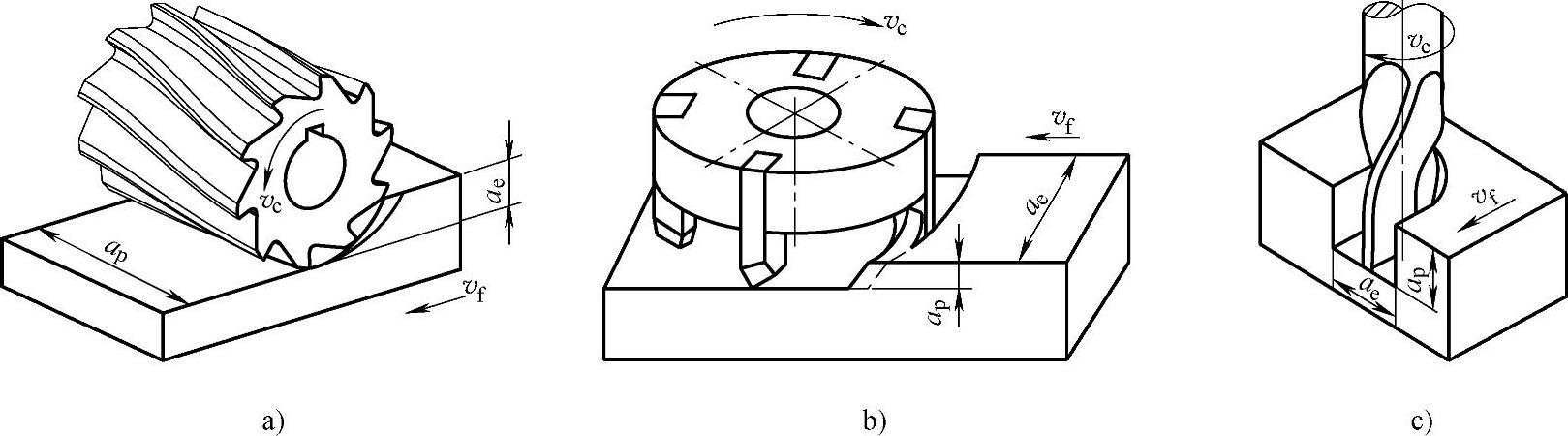
图1-9 铣削运动与铣削用量参数
a)圆周铣 b)端铣(又称面铣) c)立铣
2.铣削加工切削层参数
(1)切削宽度aw 指铣刀主切削刃参加切削的长度(mm)。
(2)切削厚度ac 指铣刀相邻两齿主切削刃运动轨迹(即切削表面)间的垂直距离(mm)。
(3)切削面积Ac 指铣刀每齿的切削面积(mm2)。其值等于切削宽度与切削厚度的乘积。(https://www.daowen.com)
图1-10为切削宽度与切削厚度等的图解表示。注意:铣削过程中切削宽度与切削厚度均是变化的,所以切削面积是变化的。
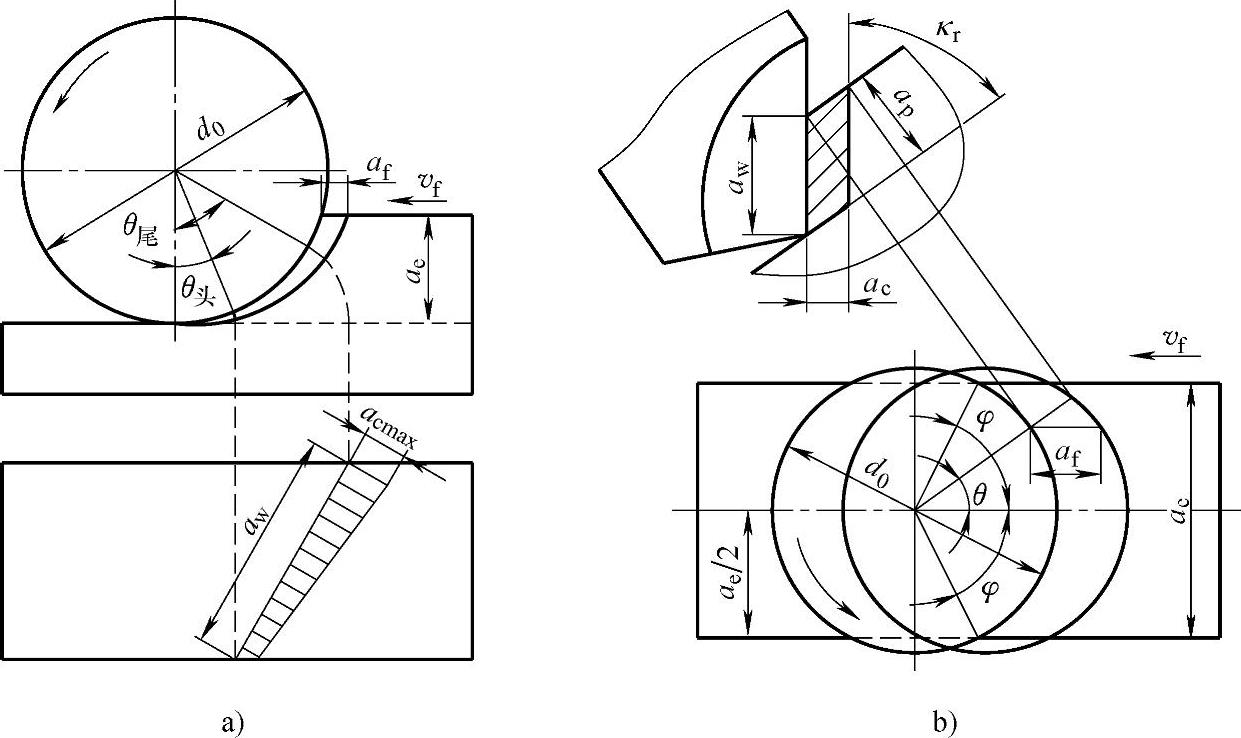
图1-10 切削层参数
a)圆周铣 b)端铣
3.铣削方式
(1)逆铣与顺铣 圆周铣削时,铣削的旋转方向与工件的进给方向相反时,称为逆铣,相同时称为顺铣,如图1-11所示。
图1-11 顺铣与逆铣
a)逆铣 b)顺铣
逆铣时,切削厚度逐渐增加,由于刀齿刃口存在钝圆半径rn,刀齿切入的过程实质上是挤压、滑擦,然后再切入,造成表面加工硬化严重、表面粗糙,周期性振动加大,刀具磨损剧烈。
顺铣时,刀齿从最大的切削厚度开始,避免了粗铣时的挤压、滑擦,改善了加工表面质量,同时,刀齿对工件产生有压紧方向的分力,有助于减小工件的上下振动。但顺铣时水平方向的分力与进给方向相同,若丝杠存在间隙,则可能出现工件窜动,表面质量下降,甚至引起打刀现象。另外,若工件表面存在硬皮等对刀具也是不利的。
一般情况下,逆铣用于粗铣加工,精铣加工一般选择顺铣方式。由于数控机床的进给丝杠一般为滚珠丝杠,且进行了预紧处理,顺铣时的工件窜动现象不易出现,故顺铣方式也可用于粗铣加工。
(2)对称与不对称铣削 端面铣削时,若铣刀的中心线通过铣削宽度ae的对称线时为对称铣削,如图1-12a所示,否则为不对称铣削。结合圆周铣削方式,又可分为不对称逆铣(图1-12b)和不对称顺铣(图1-12c)。
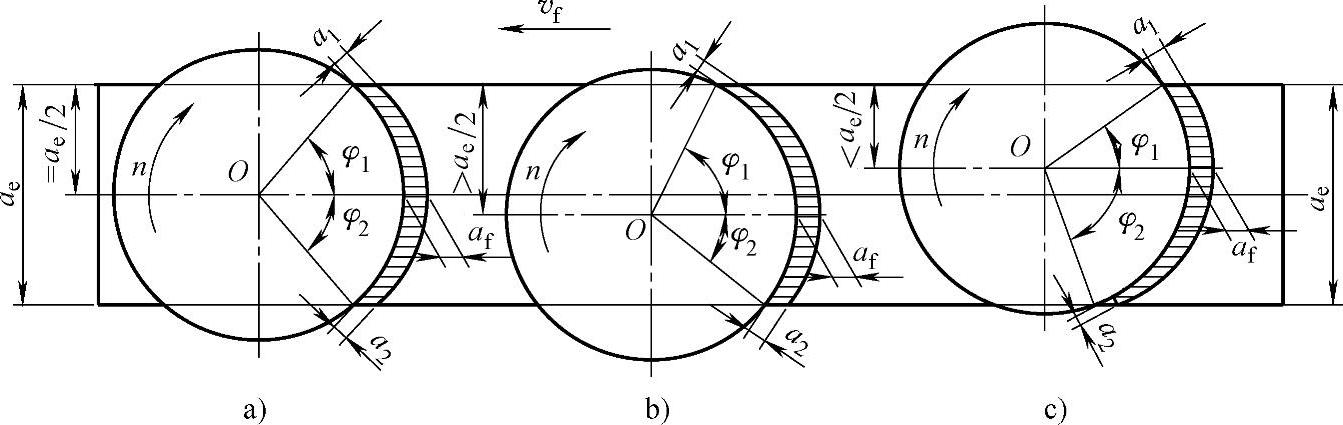
图1-12 对称与不对称铣削
a)对称铣削 b)不对称逆铣 c)不对称顺铣
端铣加工中,对称铣削切削厚度ac始终在变化,顺铣与逆铣比例相同,切削力水平分力与进给方向垂直,易引起颤振,对加工质量不利,尽量避免使用;不对称逆铣切入的切削厚度小于切出时的切削厚度,切入冲击小,适用于普通碳钢和高强度低合金钢加工。不对称顺铣切入厚度大于切出厚度,顺铣所占比例大于逆铣部分,加工表面变形小,适用于不锈钢和耐热合金加工。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






