
许多PLC的指令系统中都配备了步进类指令,例如欧姆龙PLC的步定义指令STEP和步起动指令SNXT;三菱PLC的步进梯形指令STL和步进复位指令RET;西门子PLC的顺控继电器指令SCR、顺控继电器转换指令SCRT和顺控继电器结束指令SCRE,等等。所谓步进顺控设计法就是利用步进类指令借鉴类似于顺控图法设计程序,由于使用了专用指令,所以该设计法更加容易掌握,可以方便、快捷地设计出复杂控制程序。下面以欧姆龙PLC为例简要介绍步进顺控设计法。
欧姆龙CP1系列PLC的步进类指令主要有步定义指令STEP和步起动指令SNXT,它们用于在大型程序中设置程序段的连接点,特别适合于顺序控制,一般是将大型程序划分为一系列的程序段,每个程序段对应一个工艺过程。用步指令可以按指定的顺序去执行各个步程序段。
1.步定义指令STEP与步起动指令SNXT使用方法
(1)步起动指令SNXT
SNXT指令置于STEP指令之前,它的功能是将控制某一步程序段运行的控制位置“1”,从而使该步程序段运行。当在SNXT之前已存在某一步程序时,它会将当前步程序的控制位置“0”,终止该步程序的执行,转而置下一步程序的控制位为“1”,执行另一步程序。其梯形图符号如下:

操作数区域:W0.00~W511.15
注意:操作数不在W区或SNXT用于中断程序中时,错误标志P_ER置位。
(2)步定义指令STEP
STEP指令置于SNXT指令之后而在步程序之前,它用于定义某一步程序的起点并指定该步程序的控制位。当它置于步程序结束的最后一个SNXT指令之后时,表示这一系列步程序块终止,此时STEP指令不带任何控制位。其梯形图符号如下:
定义步程序起点需带指定控制位:
定义步程序终点不带指定控制位:
操作数区域:W0.00~W511.15
注意:
①数据不在W区或STEP用于中断程序中时,错误标志P_ER置位。
②当STEP起动某一步程序段时,单步起动标志A200.12置位一个扫描周期。A200.12常被用于复位定时器、计数器或其他程序段。
③在不同的步程序段中可以使用同名双线圈,不会出现双线圈输出引起的问题。
每个步程序段必须由“SNXT B”指令开头,且紧跟一条“STEP B”指令,其中控制位B相同。这两条指令后面是该步程序段。每一步的程序段作为一个单元来执行,并在执行完毕后复位。一步完成时,该步中所有的继电器都为OFF,所有定时器复位,但是计数器、移位寄存器及KEEP指令中使用的继电器都保持其状态。由于SNXT和STEP指令不能置于子程序、中断程序或块程序段中,因此诸如IL、ILC、JMP、JME、CJP、CJPN、JMP0、JME0、SBN、RET和END等指令均不能在步程序段中使用。
在一系列的步程序段都编写完毕后,需再加一条“SNXT X”指令(该X位无特定意义,可用任何未被系统使用过的W区工作位号),并在其后紧跟一条不带控制位的“STEP”指令,标志着这一系列步进程序段的结束。
CPU执行到每个步程序段开头的“SNXT B”指令时,先复位前面程序使用过的定时器,并对前面程序使用过的数据区清零。“STEP B”则标志着以B为开头的程序段的开始。如果步指令所用过的位号在程序的其他地方调用过,则会产生重复错误。步指令的使用示例见例5-3。
【例5-3】 步指令梯形图及指令表示例如图5-16所示。
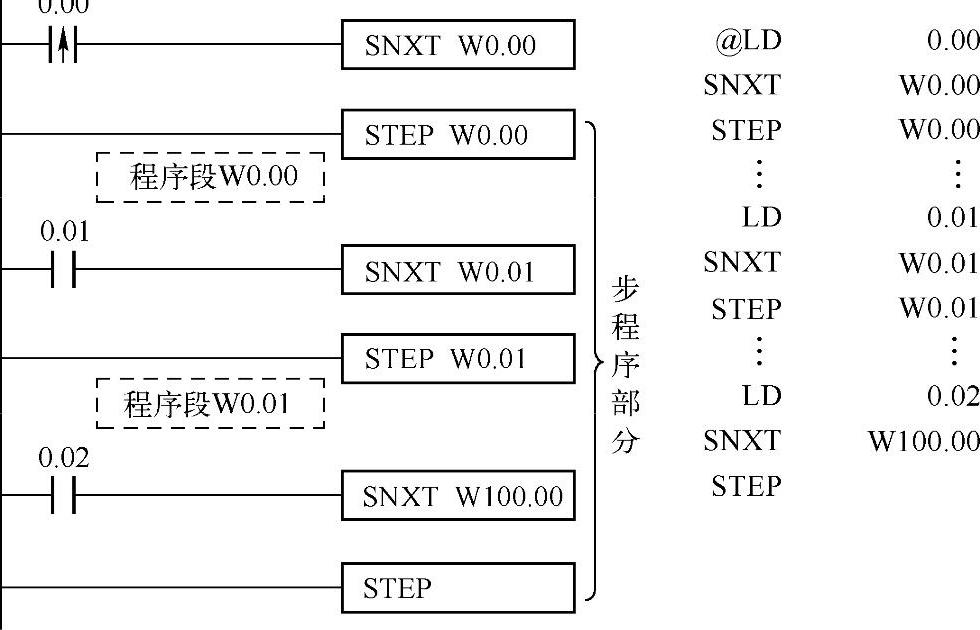
图5-16 步指令梯形图及指令表示例
在图5-16中,当0.00为ON时,执行W0.00程序段;当0.01为ON时,执行W0.01程序段,而被W0.00程序段使用过的数据区的状态见表5-2。
表5-2 复位状态表

由于CPU执行在执行“STEP W0.00”指令时,单步起动标志位A200.12在一个扫描周期内置“1”,可以利用此位来复位计数器,如图5-17所示。
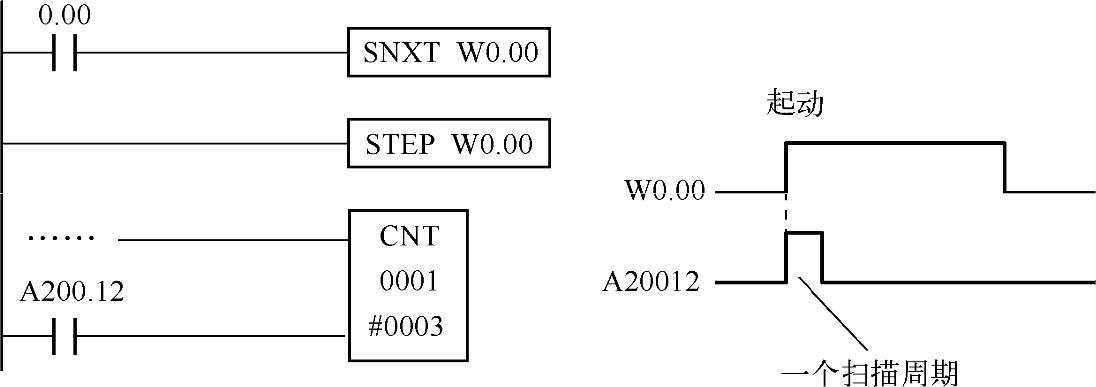
图5-17 标志位A200.12使用示例
2.步进指令应用范例(www.daowen.com)
(1)顺序控制范例
【例5-4】 某零件的装配过程按上料、组装和分检三个工序顺序实施,如图5-18所示。各工序由传送带旁的传感器(SW1~SW4)发出信号,驱动对应机构动作,后者每完成一次操作都要回复原位,等待下一个信号。此过程的顺控图如图5-19所示。
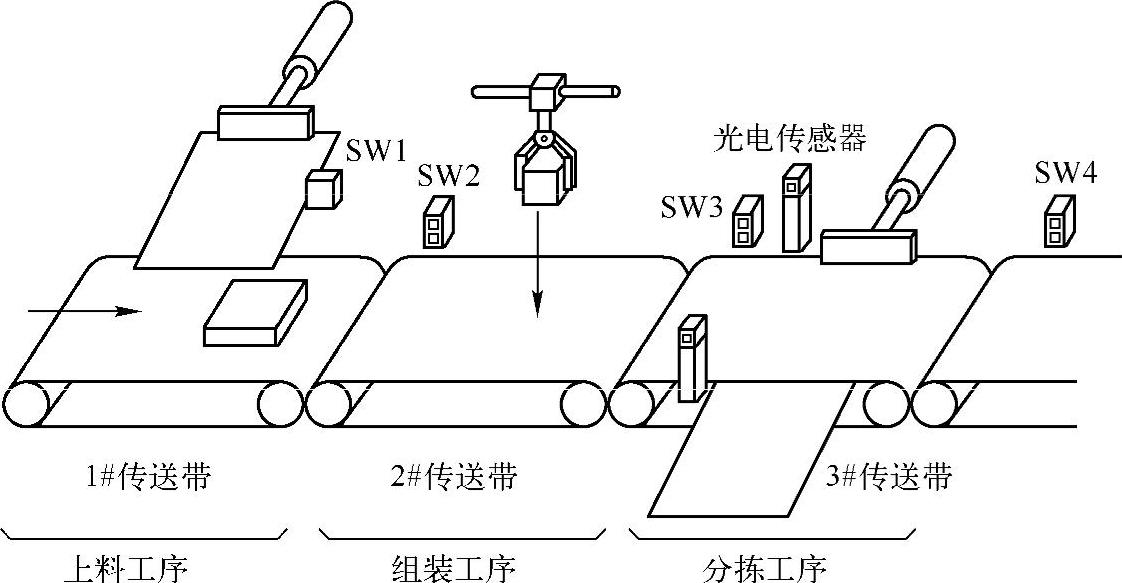
图5-18 顺序装配过程示意图
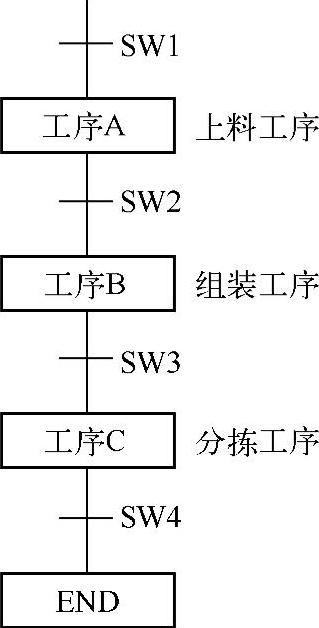
图5-19 装配过程顺控图
此顺序装配过程的控制梯形图采用了步指令,如图5-20所示,每个不同的SNXT指令与步程序一一对应,而来自现场的传感器信号将起动对应的步程序。
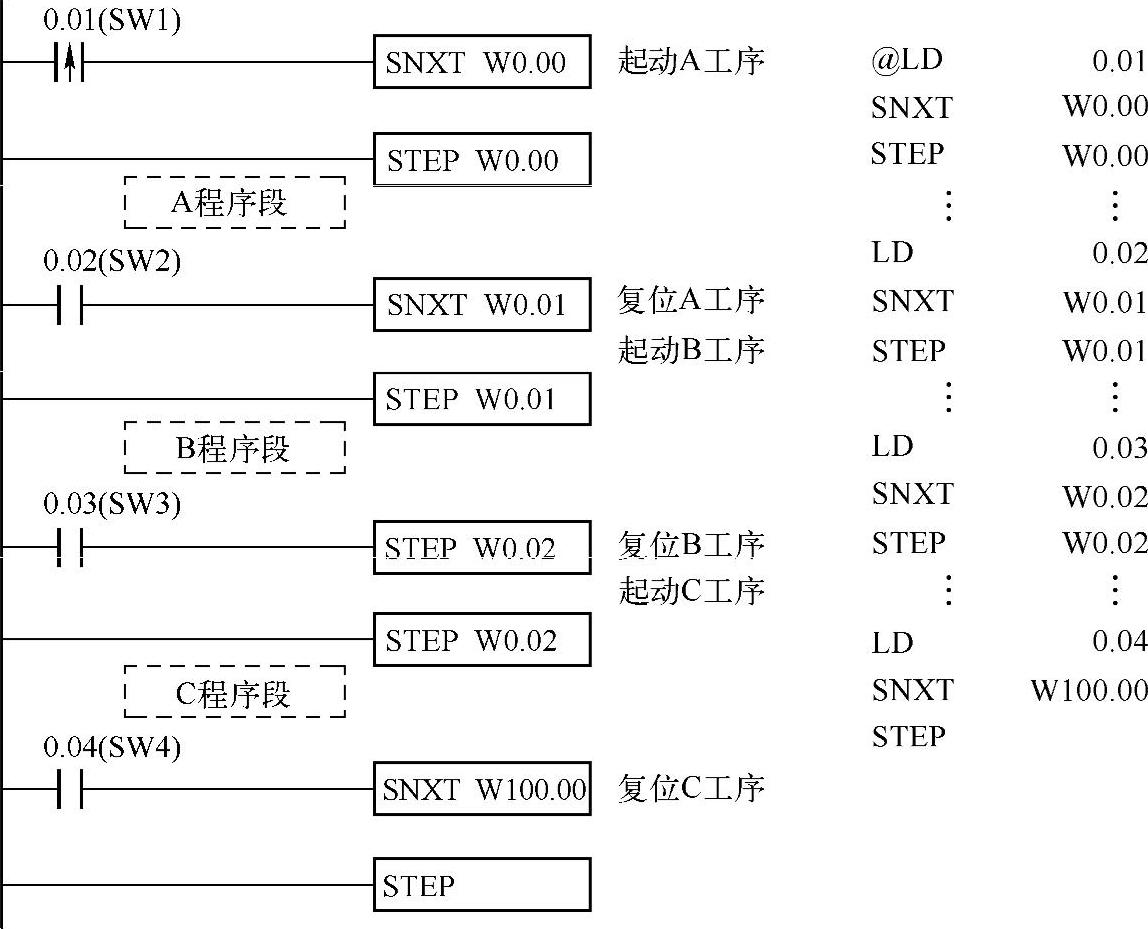
图5-20 顺序控制梯形图及助记符示例
(2)选择控制范例
【例5-5】 某产品按重量分选后打印标签,如图5-19所示。产品经称重后按轻重分别被传送带A或B输送,传感器SWA1或SWB1感应到产品后发出信号驱动传送带A或B运行,最终经打印机打印标签。
此选择过程的顺控图如图5-22所示。此选择过程的控制梯形图采用了两个SNXT指令分别执行工序A和B,如图5-23所示,由于SNXT的执行条件0.01(SWA1)和0.02(SWB1)互锁,因此只能执行工序A或B的其中之一。当工序A或B执行完毕,由另一个SNXT指令执行工序C。
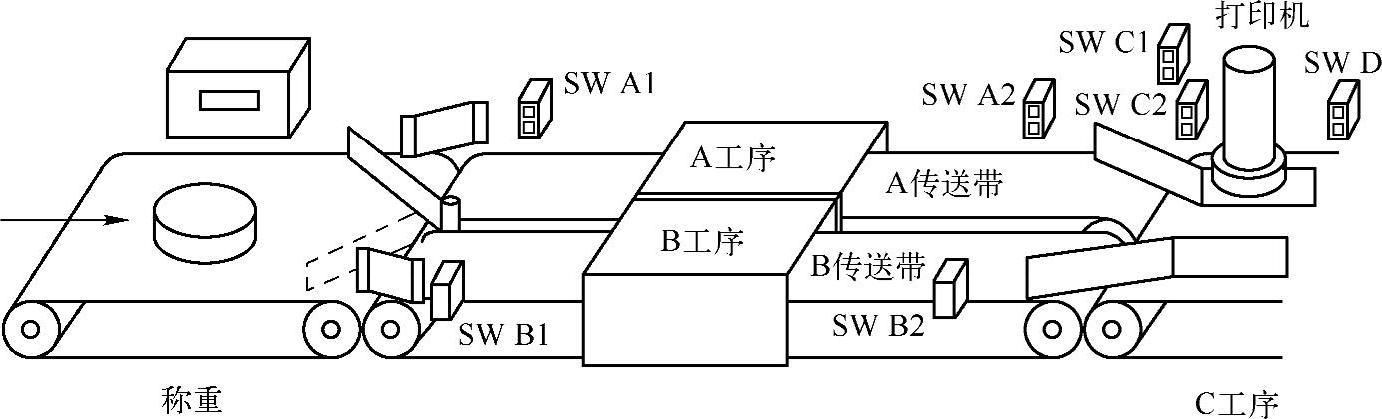
图5-21 分选过程示意图
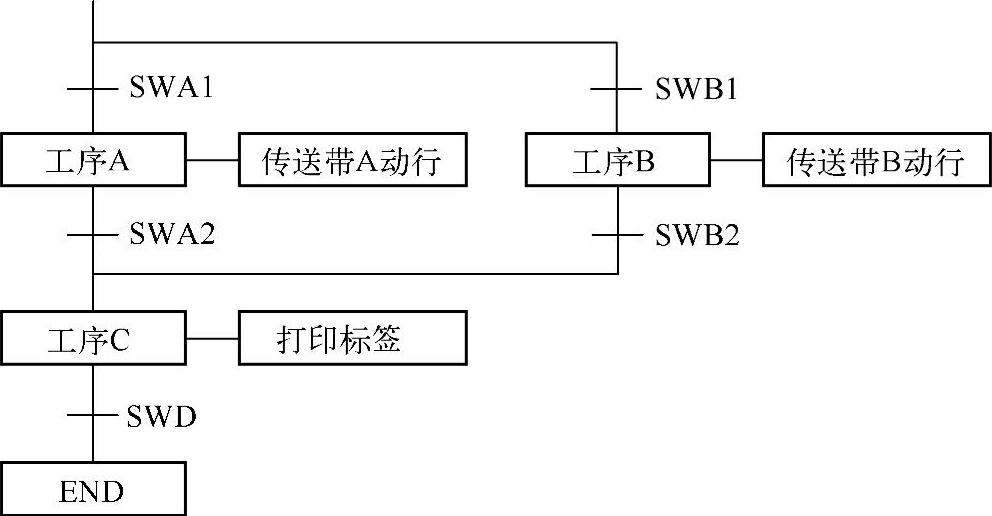
图5-22 分选过程顺控图
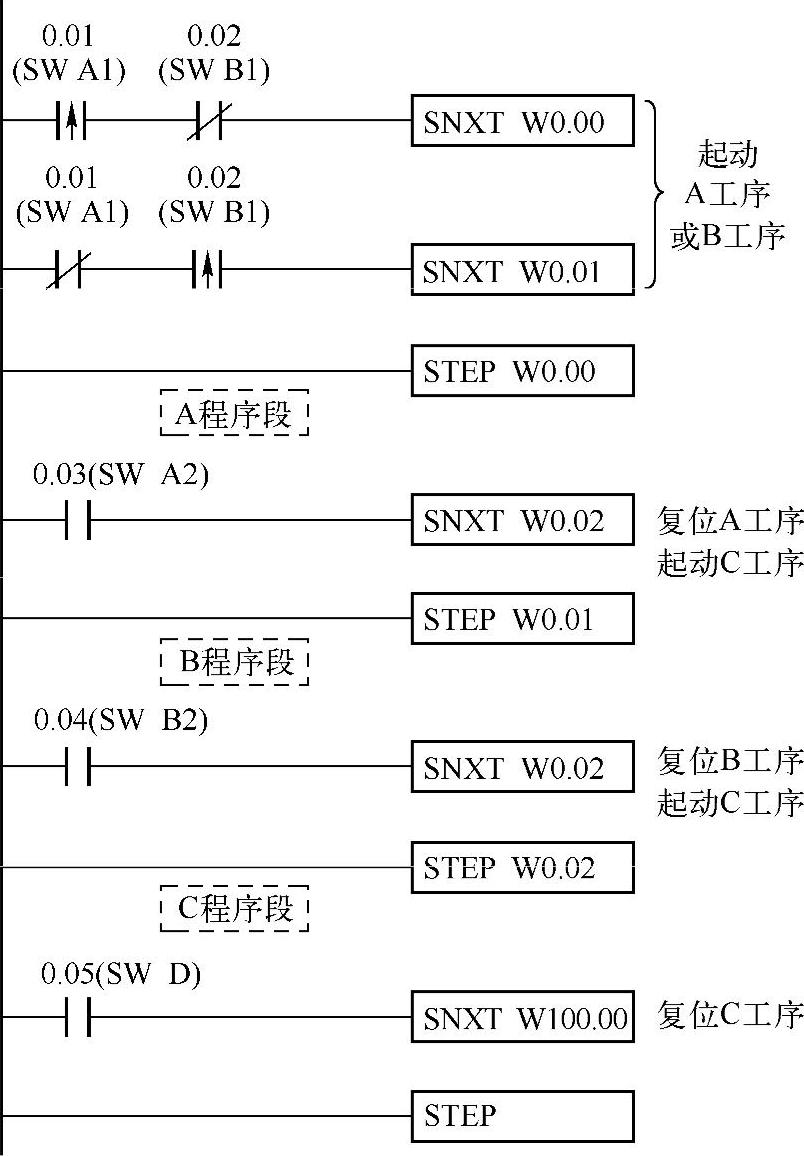
图5-23 选择控制梯形图示例
(3)并行控制
【例5-6】 某产品组装流程如图5-24所示,两个部件要分别经过工序A、B和工序C、D处理后才能在工序E组装成产品,位置传感器SW1~SW7指示各工序的工作状态。
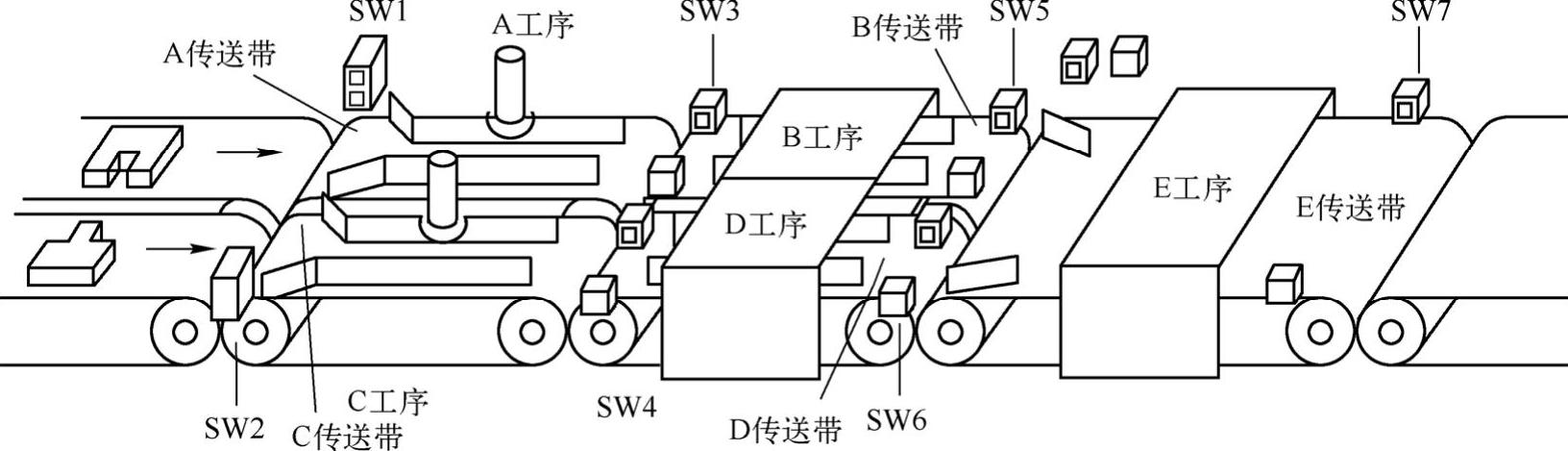
图5-24 并行组装过程示意图
此并行组装过程的顺控图如图5-25所示,SW1和SW2同时起动A、C工序,A工序完成后运行B工序,C工序完成后运行D工序,当B和D工序都完成时才能运行E工序。梯形图控制程序段如图5-26所示。
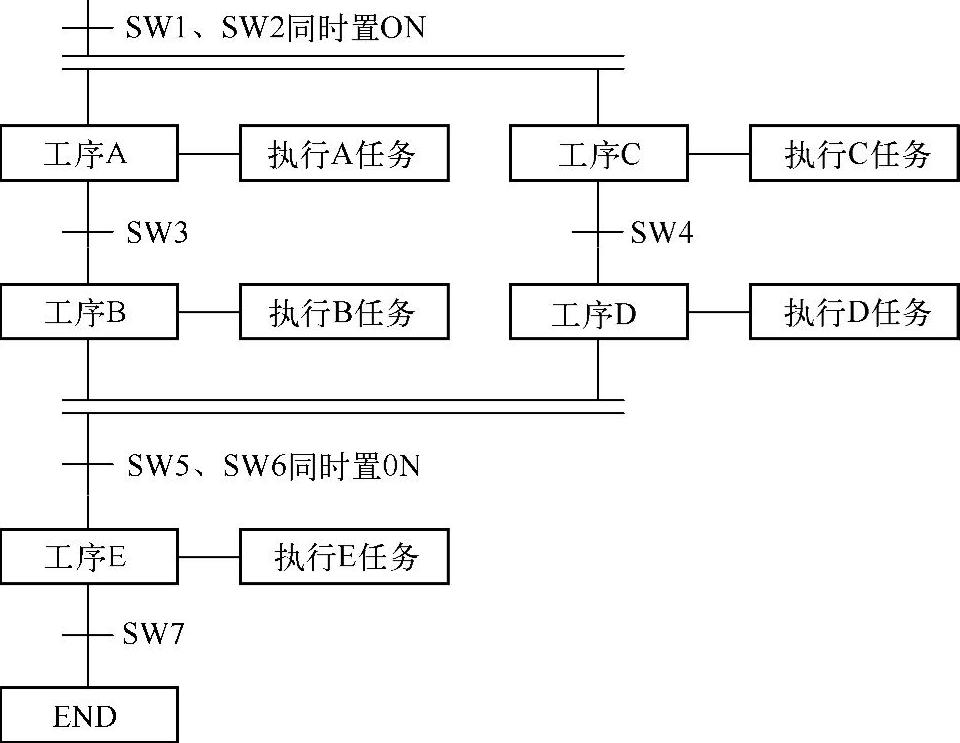
图5-25 并行过程顺控图
在图5-26中,程序从起动过程A和过程C的两条SNXT指令开始,它们从同一指令行分开,同时执行,开始过程A和过程C的步。当过程A和过程C都结束时,过程B和过程D立即开始。当过程B和过程D都结束时(即SW5和SW6都为ON时),在过程B的程序结束时,过程B和过程D一起被SNXT指令复位。虽然在过程D结束时没有SNXT,但它的控制位W0.03通过执行“SNXTW0.04”指令而被复位,这是由于该步中的W0.03的输出是由“SNXT W0.04”指令进行复位的。即当执行“SNXT W0.04”指令时,W0.03被复位,这样过程B直接复位,而过程D则在过程E执行前被间接复位。步进顺控设计法案例参见7.4.4小节。
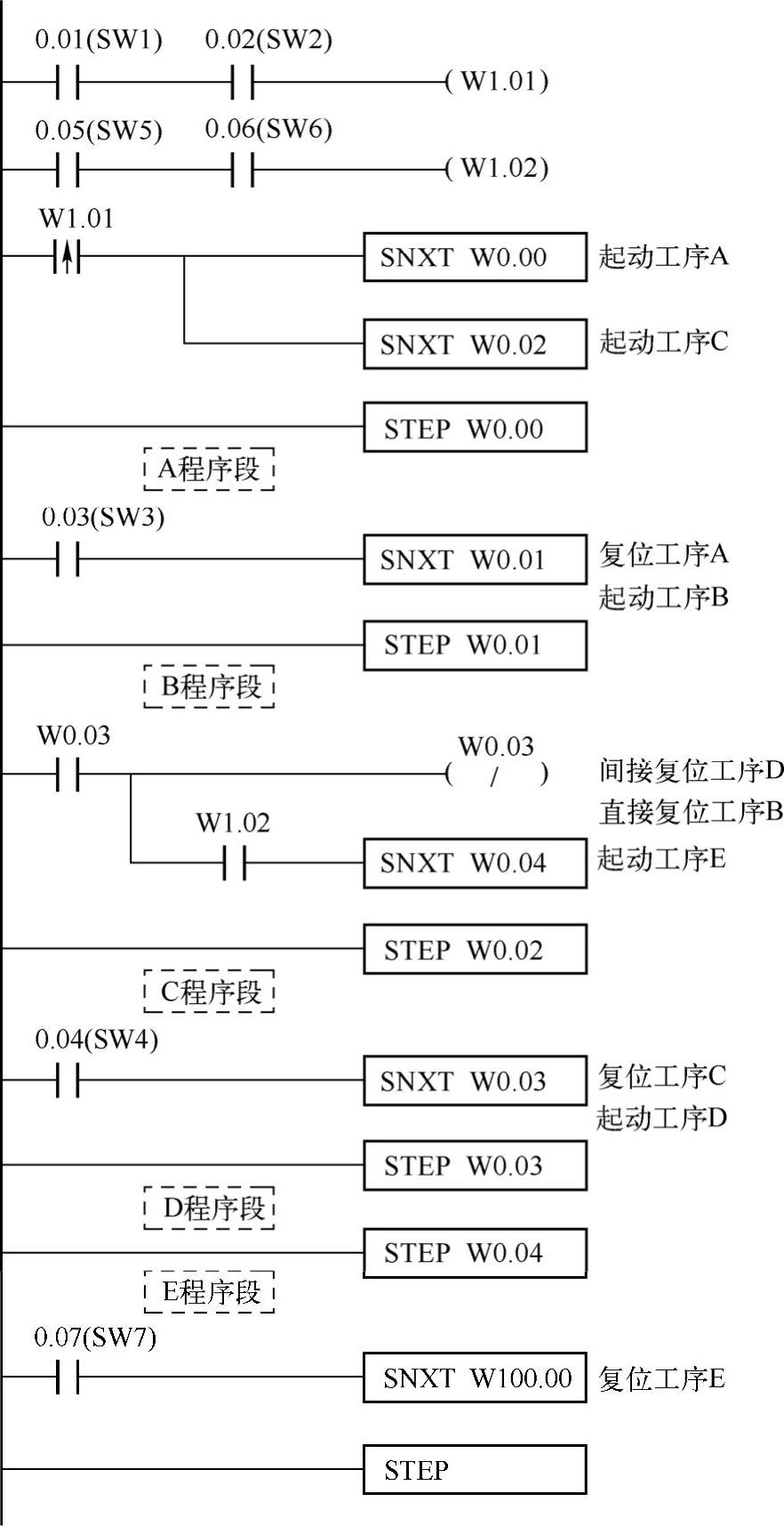
图5-26 并行控制梯形图示例
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





