测厚的方法很多,除了常规的机械方法(卡尺、千分尺等)外,还有其他一些方法,如超声波测量、射线测厚、磁性测厚、电流法测厚等。这些方法中,目前应用最广的是超声波测厚仪,因为超声波测厚仪体积小、质量轻、速度快、精度高、携带使用方便。超声波测厚仪分为共振式、脉冲反射式和兰姆波式3种,下面分别予以简介。
1.共振式测厚仪
从超声波理论可知,超声波(连续波)垂直入射到平板工件底面,产生全反射。当工件厚度为λ/2的整数倍时,反射波与入射波互相叠加,形成驻波,产生共振。这时工件厚度与波速、频率的关系为
式中 δ——工件厚度;
λ——工件中的波长;
c——工件中的波速;
fn——工件中第n次共振频率。
当n=1时,所得f为工件的基频。测得两个相邻的共振频率后,可由式(3-1)得到工件的厚度。

共振式测厚仪的工作原理如图3-3所示。测厚时,调节调谐电容C,改变振荡频率。由频率振荡器输出的交变电信号加到超声波探头上,产生的超声波在工件中传播。当超声波在工件中产生共振时,探头负载阻抗减小,通过电流表的板极电流达到极大值,这时的频率为共振频率。再次调节电容C,改变频率,测出相邻的另一共振频率,进而利用式(3-1)求出工件厚度。
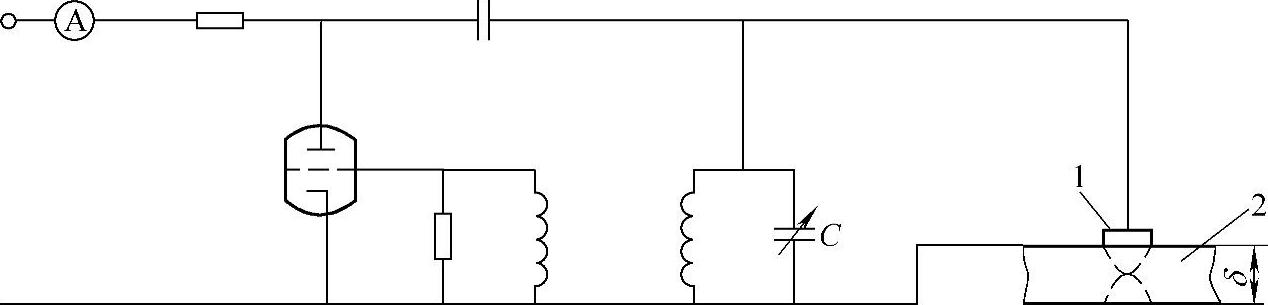
图3-3 共振式测厚仪的工作原理
共振式测厚仪可测厚度下限小,最小可达0.1mm;测试精度较高,可达0.1%。但其使用不太方便,不能直读,需用公式计算工件厚度,另外,还要求被测工件上下表面平整、光洁。
2.脉冲反射式测厚仪
脉冲反射式测厚仪通过测量超声波在工件上下底面之间往返一次的时间来求得工件的厚度。其计算公式为

式中 c——工件中的波速;
t——超声波在工件中往返一次的时间。(https://www.daowen.com)
脉冲反射式测厚仪原理框图如图3-4所示。发射电路发出脉冲很窄的周期性电脉冲,通过电缆加到探头上,激励探头中压电晶片产生超声波。该超声波在工件上下底面间产生多次反射。反射波被探头接收,转变为电信号,经放大器放大后输入计算电路,由计算电路计算出超声波在工件上下底面间往返一次的时间,最后再换算成工件厚度显示出来。
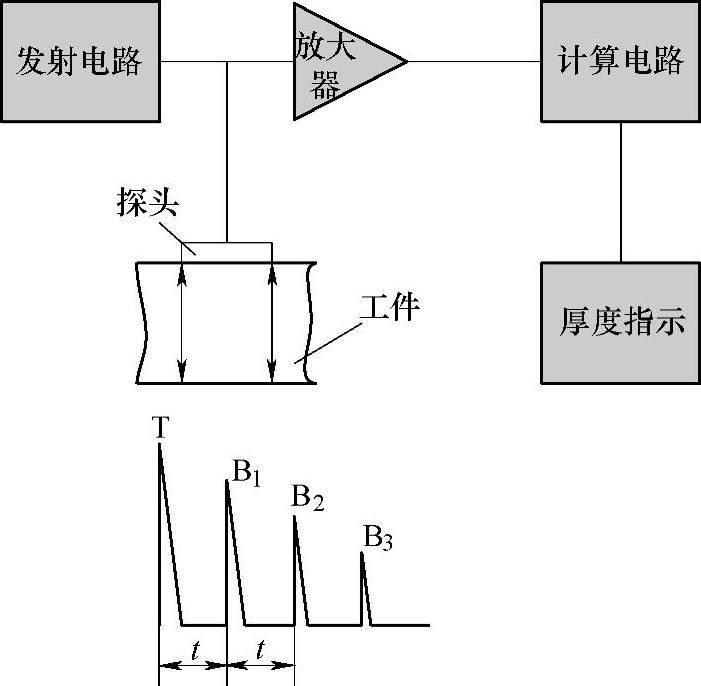
图3-4 脉冲反射式测厚仪原理框图
测量往返时间t有以下两种方法:
1)测量发射脉冲T与第一次底波B之间的时间。这种方法发射脉冲宽度大,盲区大,一般测量厚度下限受限制,为1~1.5mm。但这种方法的仪器原理简单,成本低廉。
2)测量第一次底波B1与第二次底波B2之间的时间或任意两次相邻底波之间的时间。这种方法底波脉冲宽度窄,盲区小,测量下限值小,最小可达0.25mm。但这种方法仪器电路复杂,成本较高。
脉冲反射式测厚仪发展非常快,近年来由于采用集成电路,因此其体积和重量大大减小,精度也明显提高,达±0.01mm,是目前应用最广的一种超声波测厚仪。通常使用的测厚仪为双晶直探头脉冲反射式测厚仪,与A型脉冲反射式超声检测仪的工作原理相同。
3.兰姆波测厚仪
兰姆波是在薄板中传播的一种超声波。当超声波频率、入射角与工件厚度成一定关系时,便在薄板工件中产生兰姆波。改变探头入射角或频率,使工件中出现兰姆波,然后根据探头的入射角或频率来测定工件的厚度。兰姆波测厚仪适用于薄板测厚,特别适用于小直径薄壁管的测厚。但由于兰姆波有些技术问题尚未完全解决,因此兰姆波测厚仪应用较少。
4.测厚仪的调整与使用
测厚仪有多种,各种测厚仪的调整与使用方法不完全相同。一般在使用前,要认真阅读说明书,按说明书的要求操作。这里以脉冲反射式测厚仪为例简要说明其使用方法。
1)在用测厚仪测厚前,要先校准其下限和线性。测厚仪的测量下限要用一块厚度为下限的试块来校准。例如,下限为1mm的仪器要用一块1mm厚的试块校准。调整时将探头对准该试块底面,使仪器显示厚度为1mm即可。仪器的线性要用厚度不同的试块来校正。调整时将探头分别对准厚度不同的试块底面,使仪器显示相应的试块厚度。
2)选择探头。首先要根据工件厚度和精度要求来选择探头。工件较薄时宜选用双晶探头或带延迟块探头,工件较厚时宜选用单晶探头。
3)测量前先对工件进行表面处理。测厚时,探头放置要平稳,压力要适当。每个测试位置尽量在互相垂直的方向各测试一次。
4)对于高温工件,要用高温探头和特殊耦合剂。
5)对于管道中的沉积物,当沉积物声特性阻抗与工件相差不大时,要先用小锤敲几下管壁,然后再测,以免误判。
6)当使用水玻璃作耦合剂时,用后要及时用湿布擦去探头表面的水玻璃,以免干结后不便清除,有时还会损坏探头。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





