如图2-14所示为无缝方形管切断模。
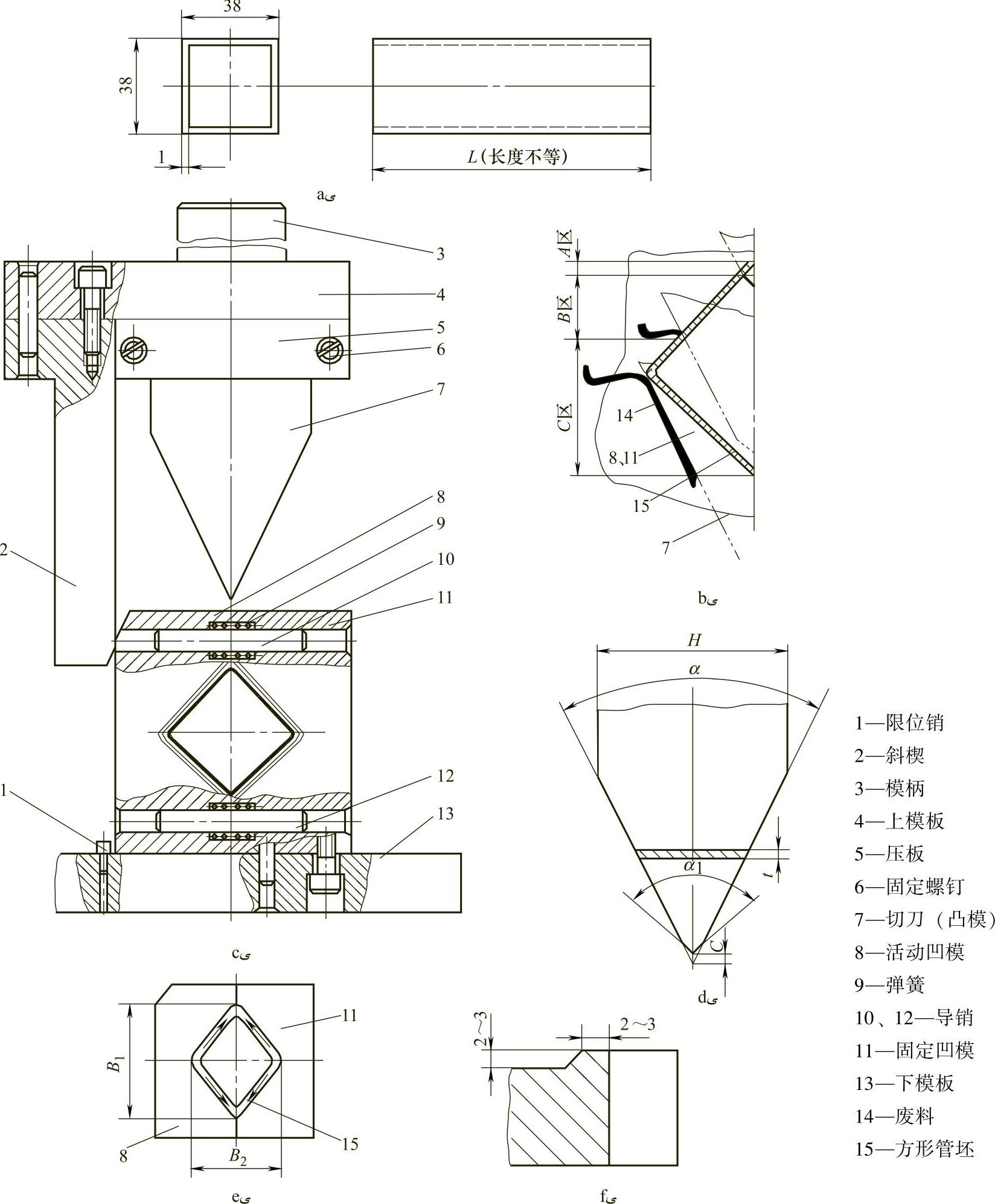
图2-14 方形管切断模(二)
a)制件(方形管,切断长度L不等) b)管子切断过程 c)模具 d)切刀7的形状尺寸 e)凹模型腔尺寸 f)凹模工作侧面
工作时,方形管插入由活动凹模8与固定凹模11组成的型腔内,长度由定位块沿定位杆可伸缩定位确定(图中未表示),压力机滑块下行,斜楔2首先接触活动凹模8,使之与固定凹模11沿上下各两个导销导向下闭合,此时被切方形管坯受到夹紧定位,上模继续下行,切刀7挤切入管材(见图2-14b),进入A区,废料随切断刀向方管内壁卷曲。滑块继续下降切断刀进入B区,此时剪切下来的废料受切断刀α角的作用,由管内向外翻转,继而进入C区,直至下死点管材完全分离。当压力机滑块返程至上死点,活动凹模8在弹簧9的作用下左移复位,使凹模8、11之间分开。
工作零件主要几何参数:(www.daowen.com)
1)件7(见图2-14d)的外形,取H>方管对角线2mm,α=52°,t=20+0.01mm,α1=90°,C=3mm。选用CrWMn材料,硬度60~63HRC。
α角大小,有很大影响。α角太大,被剪切的废料就不能实现由管内向管外翻转。α角太小,切断刀的强度、刚度下降,剪切过程加长,压力机的行程要大,还会影响模具的结构,所以α角值取52°较为适宜。
2)活动凹模8、固定凹模11(见图2-14e)型腔,B1=B2+0.5mm。
在切断刀进入A区之前,管材受到挤压产生微量的弹性变形,此时管材截面呈菱形,这样可使切断刀在挤切入管材时有足够的刚度,防止管材口部下塌。
3)活动凹模8、固定凹模11(见图2-14f)的工作侧面,应留出凸台,使剪切的废料能顺利排出。否则废料被挤在工作侧面内会影响活动凹模8的工作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





