【摘要】:编辑梯形图控制命令,图6-15所示为五坐标数控铣床PLC控制部分梯形图。025:LD LI0.7026:ANI PI2.7图6-14 开发系统用户界面图6-15 逻辑控制梯形图027:LD PI2.6028:ORB RI0.0……通过编译模块将生成的指令表语言进行调试、编译,生成目标代码为//==net3strcPy;m_statement.m_basicorder.funcname=INSTRUCTION_InBit;……然后将此目标代码或其对应的二进制代码传递到数控铣床的运行系统上,即可实现机床基本的控制功能。
开发系统用户界面如图6-14所示。
界面可分为七个部分:菜单栏、工具栏、状态栏和四个视窗(梯形图编辑视窗、指令表编辑视窗、错误显示窗口和目标代码显示窗口)。
用户在梯形图编辑视窗中编辑梯形图命令,转换为指令表后显示在指令表编辑视窗中。指令表可以进一步被编辑,编译后可能显示错误。通过错误显示窗口中提供的错误信息调试指令表,到程序不再有错误的时候,生成目标代码并显示在目标代码显示窗口中。
编辑梯形图控制命令,图6-15所示为五坐标数控铣床PLC控制部分梯形图。通过编辑模块中的转换功能,生成指令表为
……
025:LD LI0.7
026:ANI PI2.7
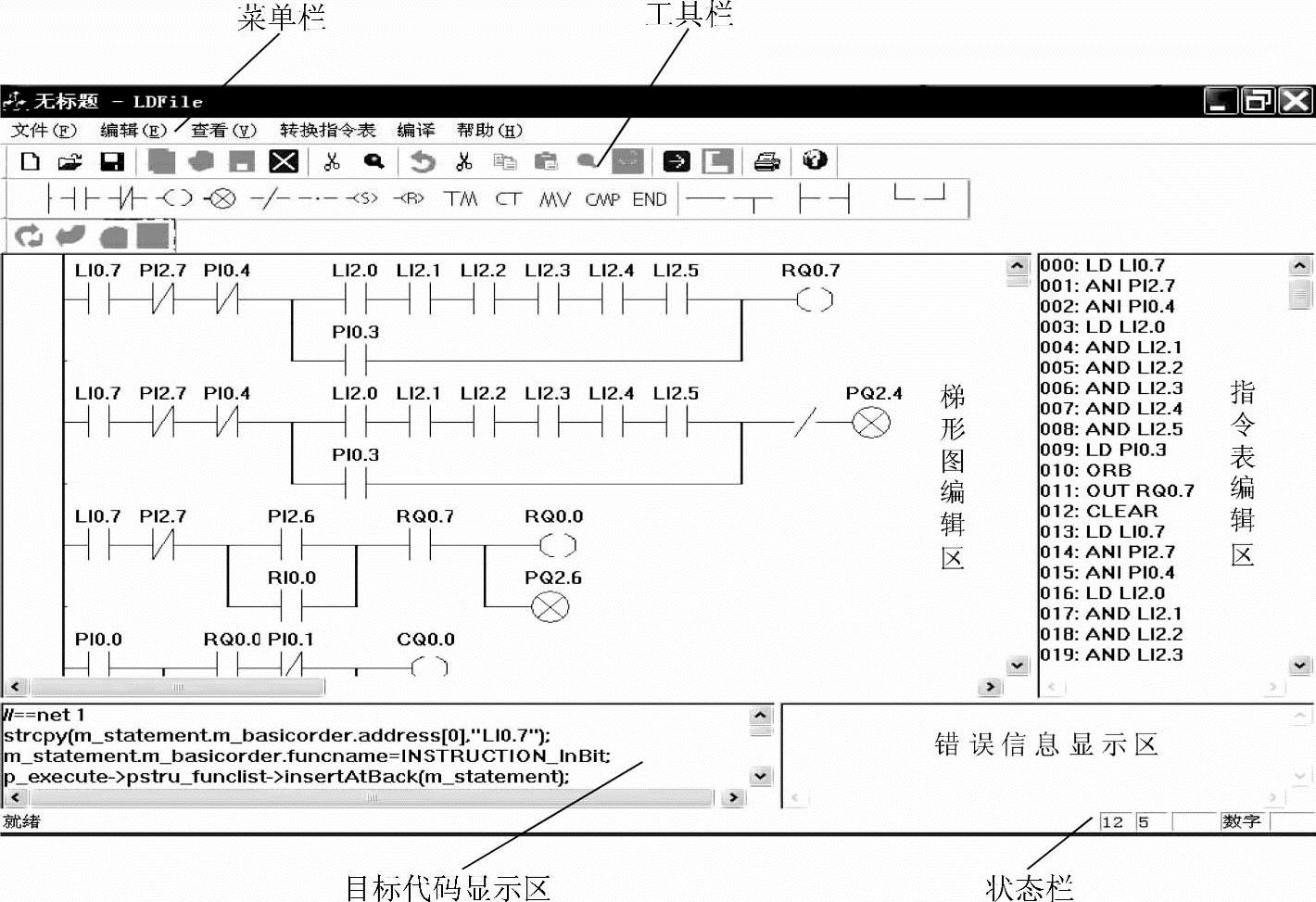
图6-14 开发系统用户界面
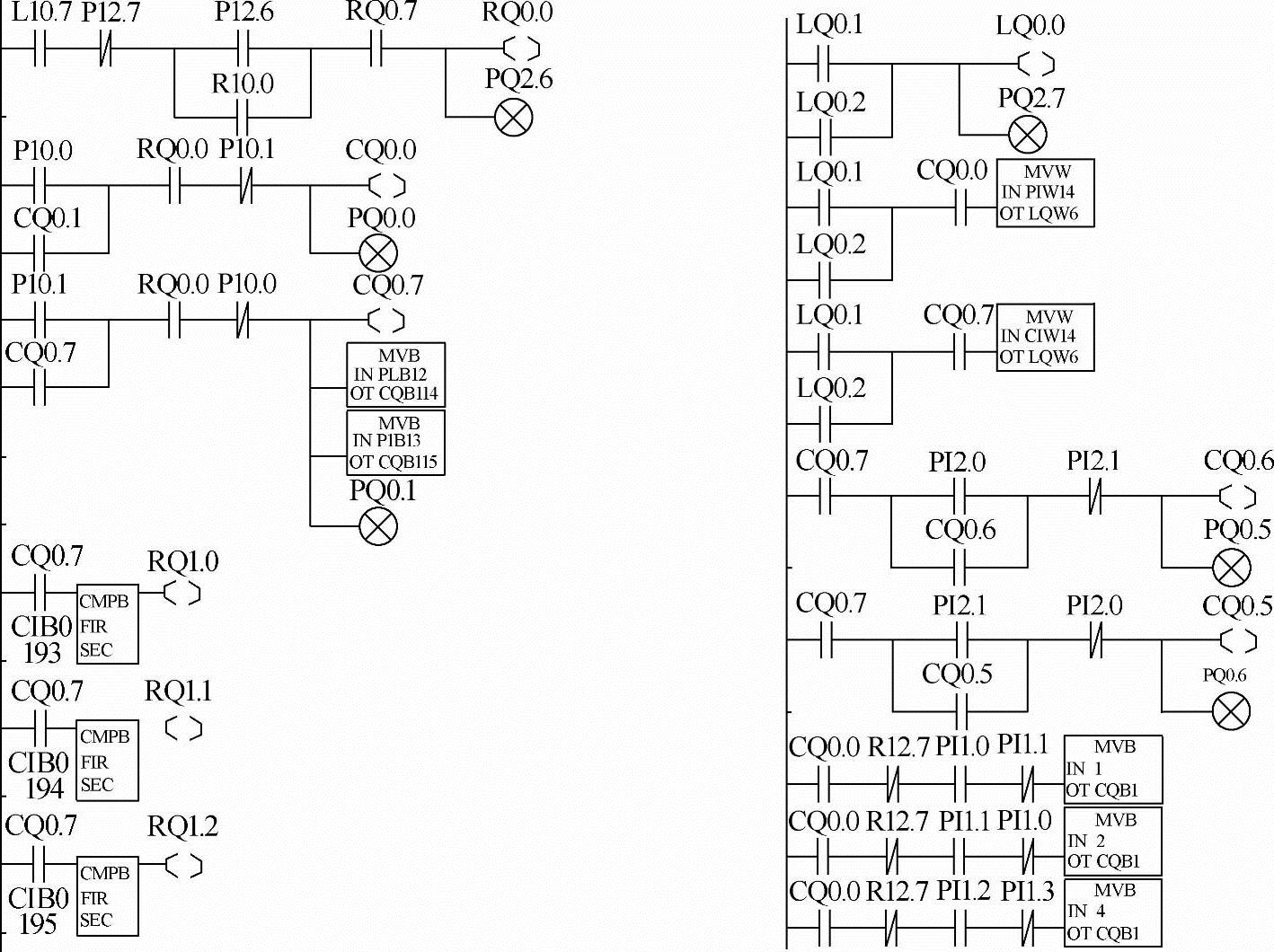
图6-15 逻辑控制梯形图(www.daowen.com)
027:LD PI2.6
028:ORB RI0.0
……
通过编译模块将生成的指令表语言进行调试、编译,生成目标代码为
//==net3
strcPy(m_statement.m_basicorder.address[0],“LI0.7”);
m_statement.m_basicorder.funcname=INSTRUCTION_InBit;
……
还可以将该目标代码处理成相应的二进制格式存为一个文档。然后将此目标代码或其对应的二进制代码传递到数控铣床的运行系统上,即可实现机床基本的控制功能。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





