(1)系统构成 系统的软硬件平台在6.1节已作了介绍,这里不再赘述。
机床为XKV715型工作台摆转式五轴联动铣床,数控面板为江苏姜堰市赛洋数控设备有限公司的矩阵加密控制面板。机床装置如图6-6所示。

图6-6 五轴机床装置
五轴数控系统的人机界面如图6-7所示。
(2)加工实验 进行的加工实验分几种类型分别进行。
1)利用该系统的圆弧插值功能对蜡模毛坯进行加工。如图6-8所示,其中图6-8a为加工过程,加工速度为4000mm/min,图6-8b为加工好的毛坯。
2)利用五轴联动直线插值功能加工蜡模叶片。如图6-9所示,图6-9a为加工过程,加工速度为3500mm/min,图6-9b为加工好的蜡模叶片。
3)利用五轴联动直线插值功能加工铝件叶片。如图6-10所示,其中图6-10a为加工过程,加工速度为3500mm/min,图6-10b为加工好的铝件叶片。
4)验证五轴联动双NURBS样条插值功能。通过试切叶片开槽的轨迹来验证系统中添加的五轴双NURBS样条插值功能。由CAM前处理时得到的刀位路径经后处理后分别拟合成刀心样条C(u)和方位样条CT(u),如图6-11a所示。刀具路径如果仍然采用五轴线性插值方法,则得到的数控加工代码将由40余个程序段组成,如图6-11b所示。而如果采用本书的五轴NURBS样条插值方法,则用一个程序段即可替代,该段代码如图6-12所示。
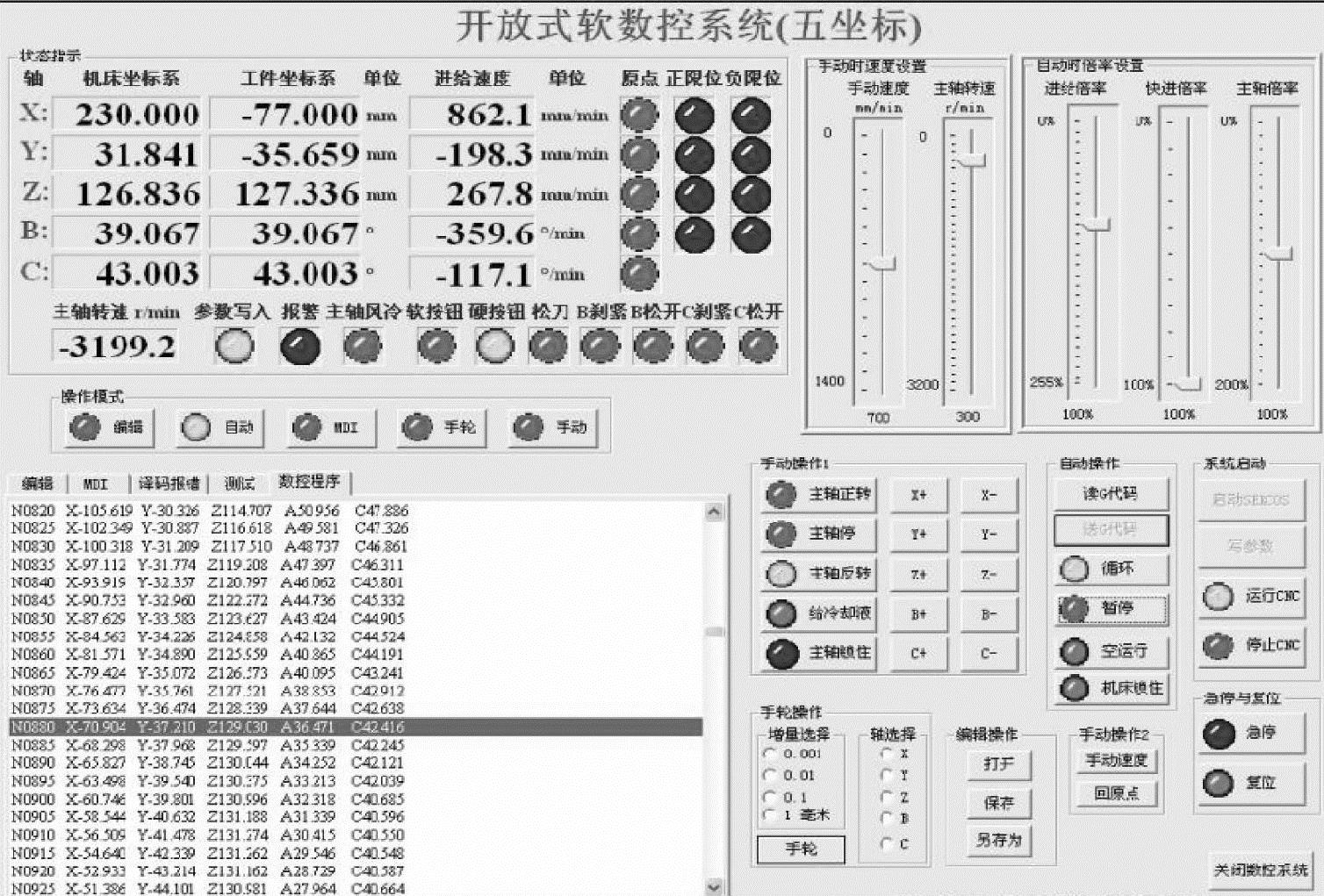
图6-7 五轴数控系统人机界面
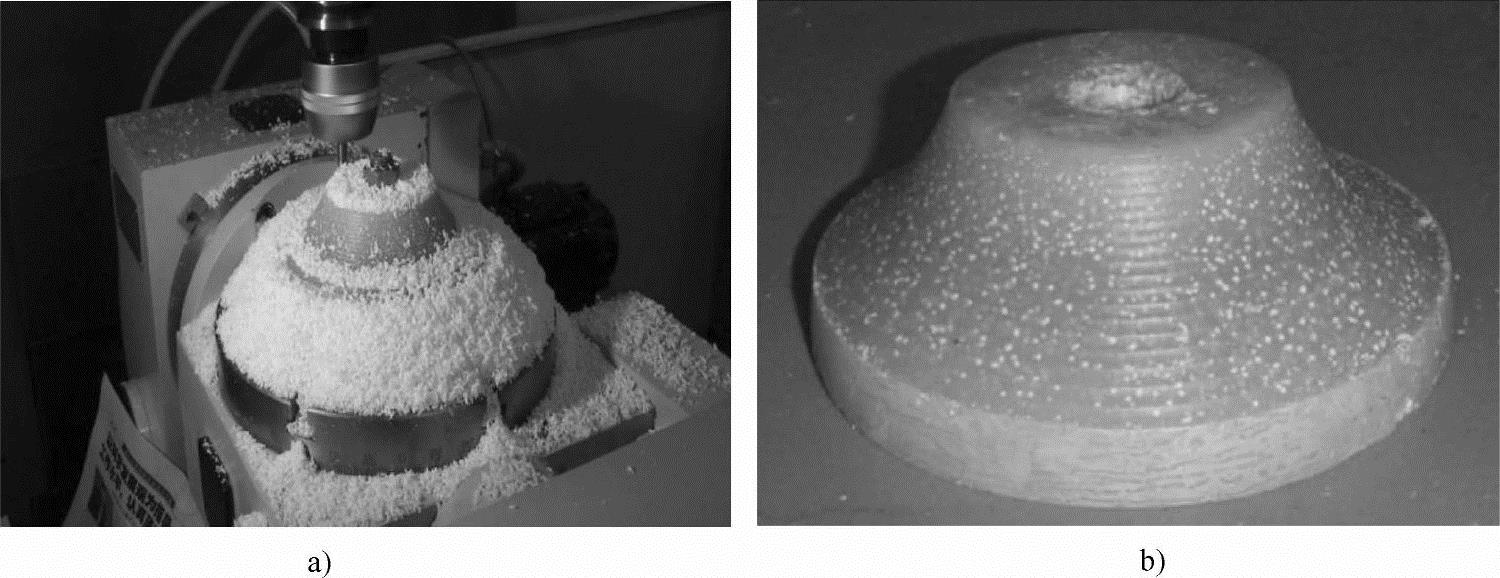
图6-8 蜡模毛坯加工
a)加工过程 b)加工好的毛坯
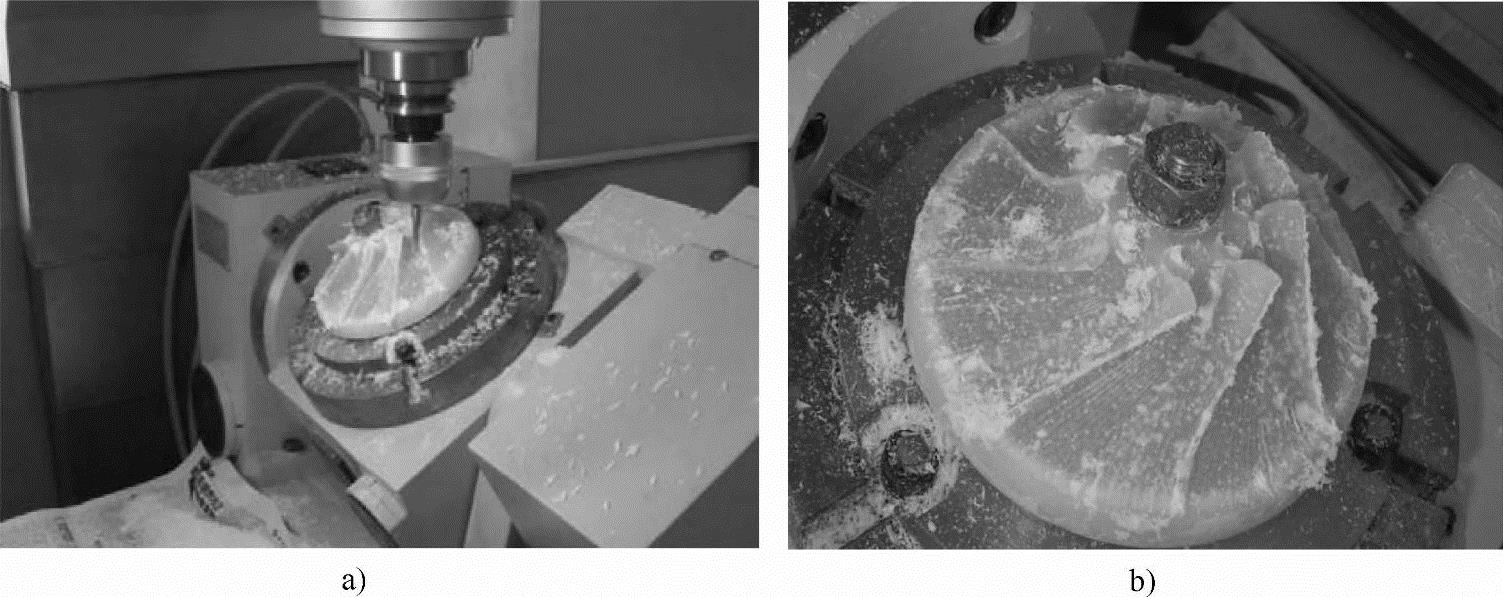
图6-9 蜡模叶片加工(https://www.daowen.com)
a)加工过程 b)加工好的蜡模叶片
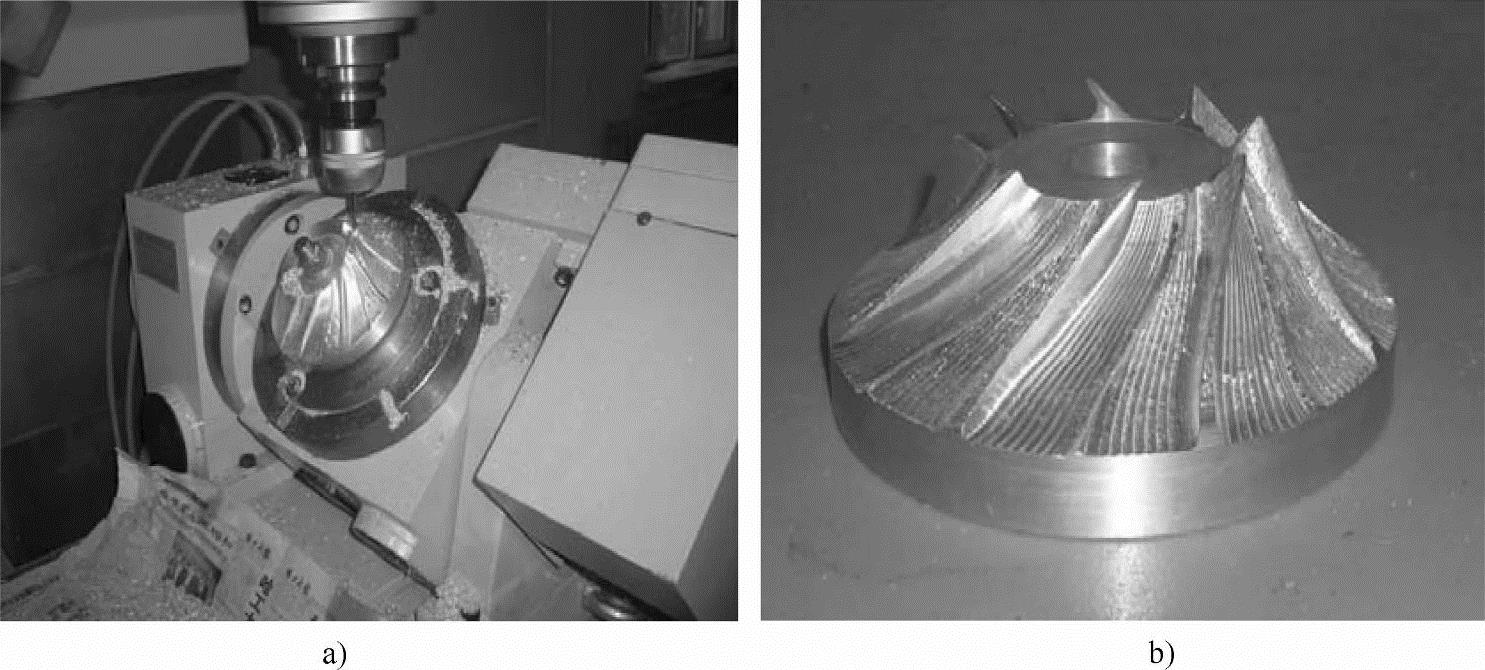
图6-10 铝件叶片加工
a)加工过程 b)加工好的铝件叶片
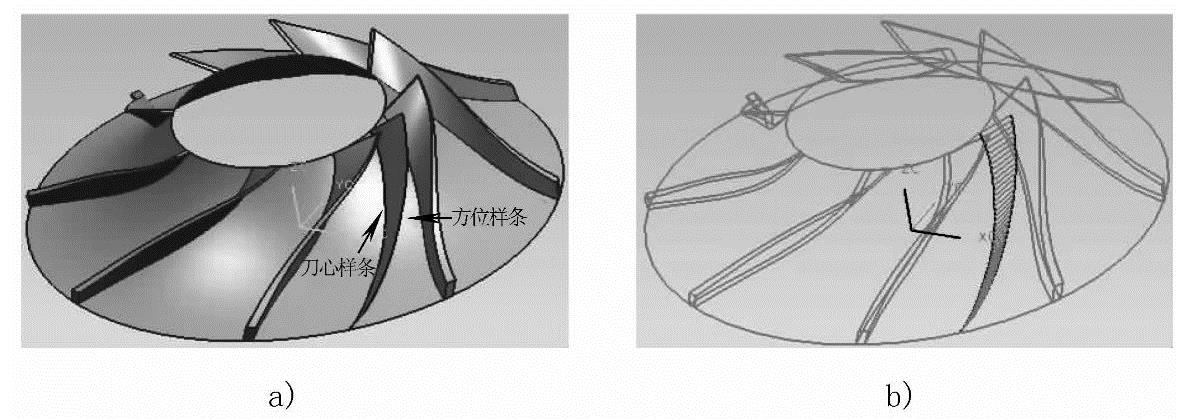
图6-11 五轴双NURBS样条
a)五轴双样条路径 b)五轴线性插值路径
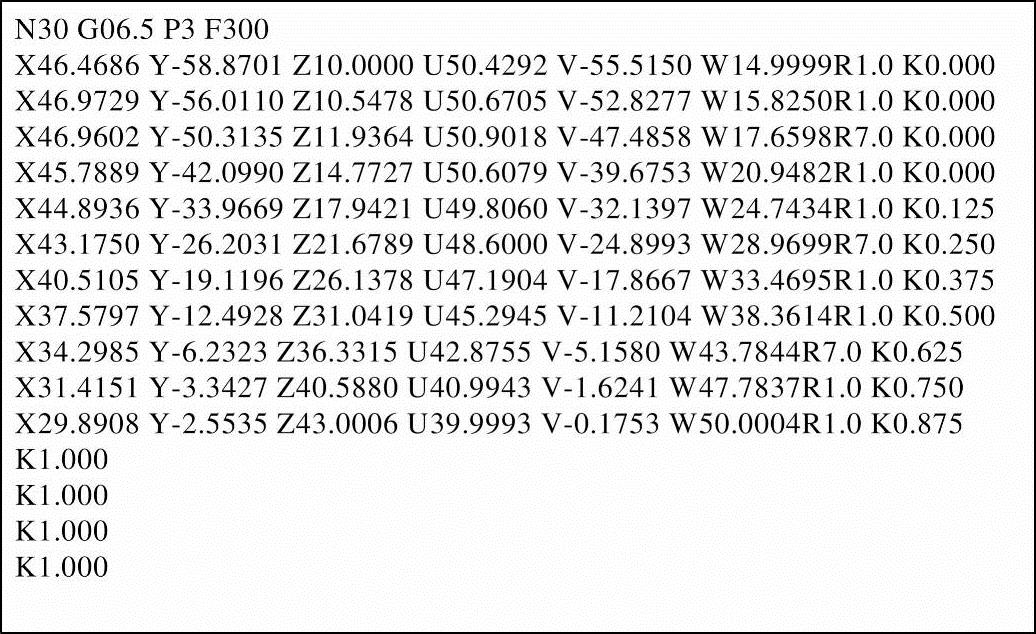
图6-12 五轴双NURBS代码
用第5章介绍的插值方法分别插值C(u)和CT(u)得到插值点及各点处刀轴方位,加工的过程及结果分别如图6-13a、b所示。
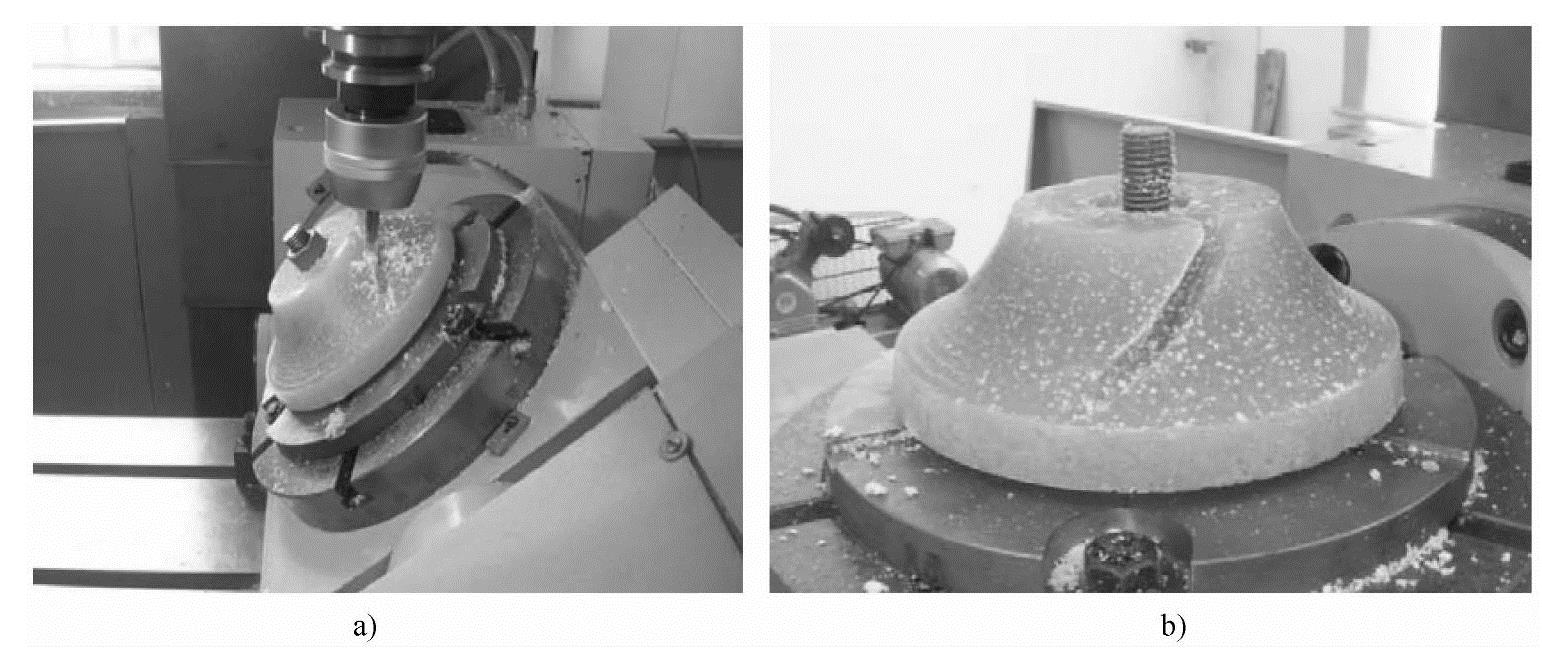
图6-13 双NURBS样条加工的刀位轨迹
a)加工过程 b)加工结果
通过图6-11与图6-13b的对比可见,经过双样条插值后,机床所走的刀位轨迹与由CAM所设计的轨迹十分吻合,这说明所提出的双样条插值方法能很好地保证插值得到的刀轴方位与CAM计算的刀轴方位一致,也验证了该方法的正确性。
因本书的侧重点是开发CNC,而不是CAM,所以只用一段双NURBS样条代码对CNC的双样条插值功能进行了验证。采用双NURBS样条代码描述完整叶片并进行加工将是本课题后续五轴联动数控编程系统研究的任务,本实验室已有相关人员对此展开研究。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





