系统的软硬件平台及构成如下。
(1)系统的硬件平台 采用研华工业PC机,其CPU为PentiumIII 800MHz,内存256MB。SERCOS通信卡为Rexroth Indramat公司的SoftSERCANS PCM-S11.2PCI总线板卡。
X、Y、Z轴伺服驱动器为Rexroth Indramat公司的ECODRIVE03系列的带有SERCOS接口的数宇式驱动器,伺服电动机为Rexroth Indramat公司的MKD系列交流伺服电动机,主轴采用高速电主轴,机床为数控立式升降台铣床。
(2)软件平台 操作系统为英文版Windows NT 4.0,实时操作子系统RTX5.1;SERCOS通信驱动软件为SoftSERCANS 02 V06。
搭建的实验台如图6-3所示,数控系统采用的是我们自主研发的基于PC机的软件化开放式数控系统配置的三轴系统,其功能可以任意更换或扩展。

图6-3 三轴数控铣床实验台
数控系统的人机界面(HMI)如图6-4所示,由于操作系统采用的是英文版,故只支持英文界面,所以数控系统界面也采用了英文。若将操作系统更换为中文版,也可根据需要将界面配置为中文版。
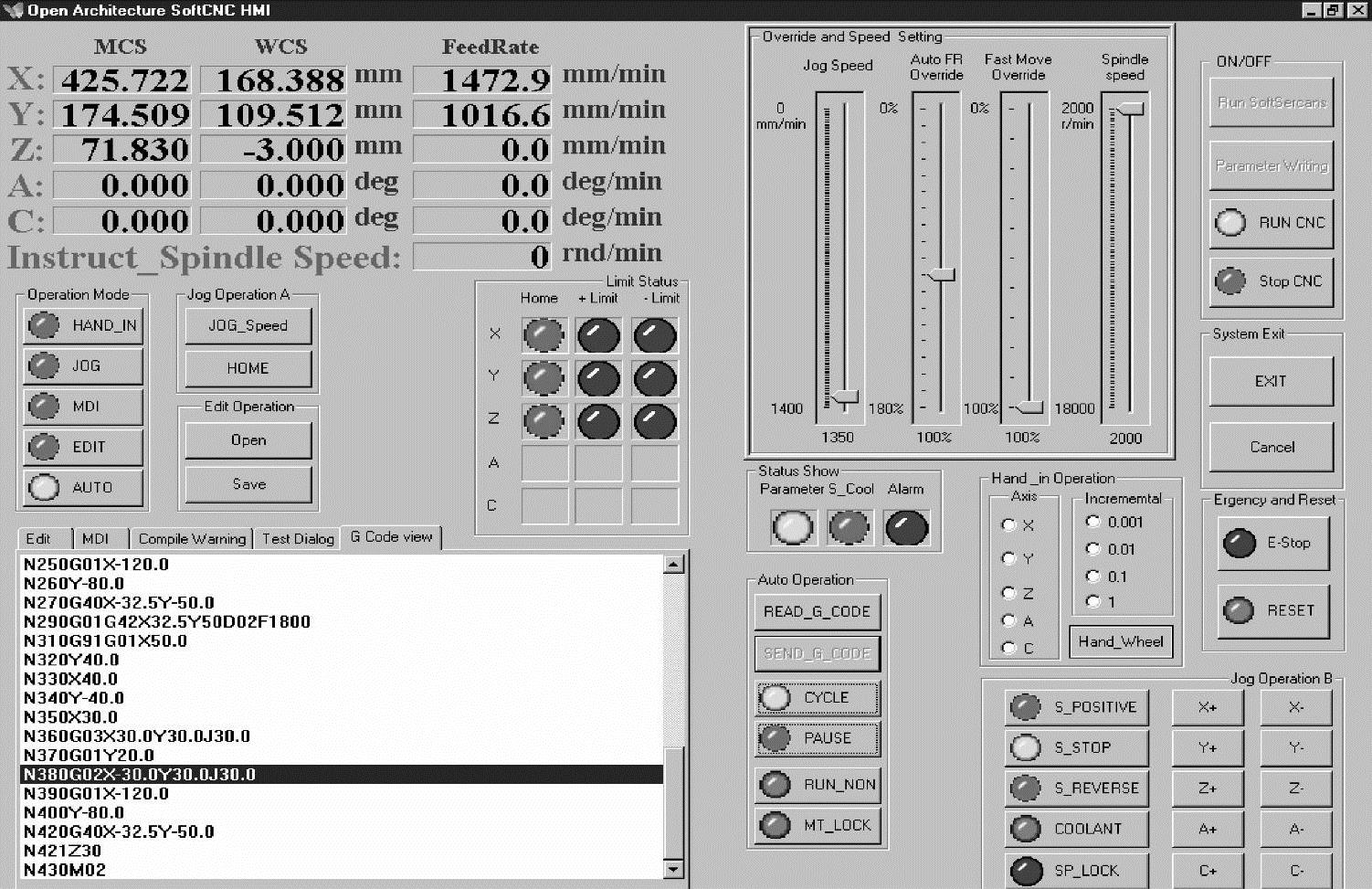
图6-4 三轴数控系统人机界面
在该人机界面下,可以完成以下主要功能:
(1)PLC状态显示及监控功能 显示当前PLC系统的各运行状态,如是否处于编辑、自动、手动状态,是否遇到限位等;实时扫描系统的运行状态,发现故障立即报警,并做出相应的处理。(www.daowen.com)
(2)编辑(EDIT)功能 系统集成数控代码编辑器,可实现数控代码的输入、修改、打开、存储及译码报错等功能。
(3)MDI功能 可以设定系统的相关参数,如参考坐标系等。
(4)数控功能 显示可以实时动态显示机床坐标系(MCS)、工件坐标系(WCS)下的坐标值、进给速度、主轴转速,并可动态显示加工零件的数控代码及突出显示当前加工的数控代码段。
(5)自动(Auto)加工及手动(JOG)、手摇脉冲发生(Hand-In)功能 可以按照数控代码完成零件的自动加工,单独粗略或精确地控制各坐标轴或主轴的运动。并可对自动时的工进偌率、快进偌率、主轴偌率及手动时的进给速度、主轴转速进行设定。自动状态时还可暂停和中止加工。
(6)辅助功能 实现机床锁住(MT-Loch)、空运行(Run-No)、回原点(Home)等功能。
上述部分功能分别由不同的视窗提供操作界面,视窗的切换由相应的按钮实现。
本系统实现了三轴联动CNC的基本功能,包括常规G、M代码的译码(如直线(G00、G01)、圆弧(G02、G03)的译码,C刀具半径补偿、长度补偿,坐标系选择,缩放,旋转,镜像,子程序调用,循环加工等功能)及直线和圆弧插值等功能,建立了一套实用化的数控系统。
图6-5a所示为该系统下采用直线、圆弧插值功能及刀具半径补偿、固定循环加工的蜡模试件。图6-5b所示为该系统下加工的花瓶蜡模。
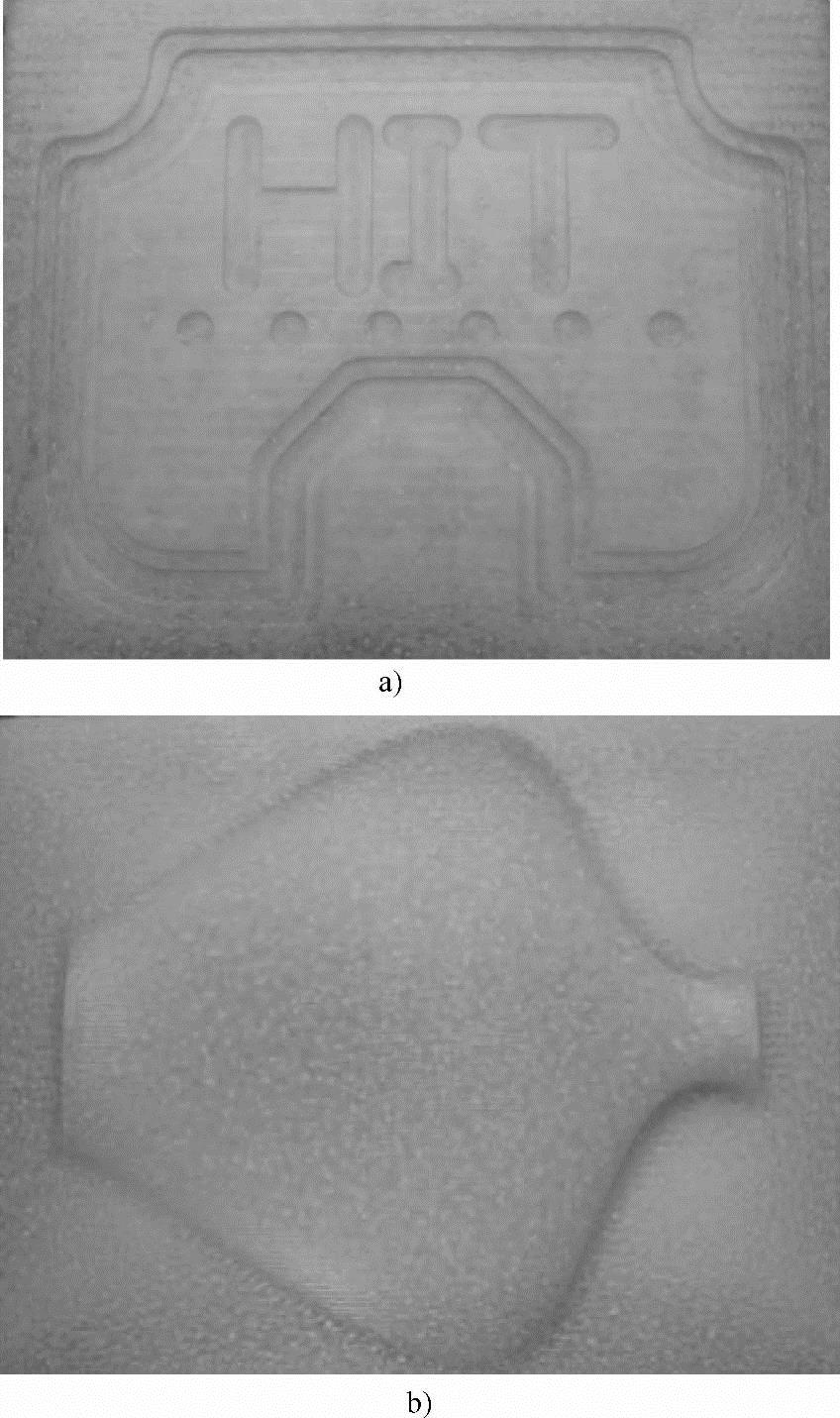
图6-5 三轴系统加工的蜡模
a)蜡模试件 b)花瓶蜡模
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





