1.裂纹
TOFD对于裂纹类缺陷有较高的检出率,裂纹上下尖端衍射信号较强,有清晰可辨的图像。当焊缝近表面存在裂纹时,直通波受到上尖端衍射波影响,出现开口裂纹时,直通波断开,上尖端波缺失;当工件的下表面出现裂纹时,底面波受到下尖端衍射波影响,往往会减弱,当裂纹足够大时,底面波断开,下尖端波缺失,如图8-8所示。
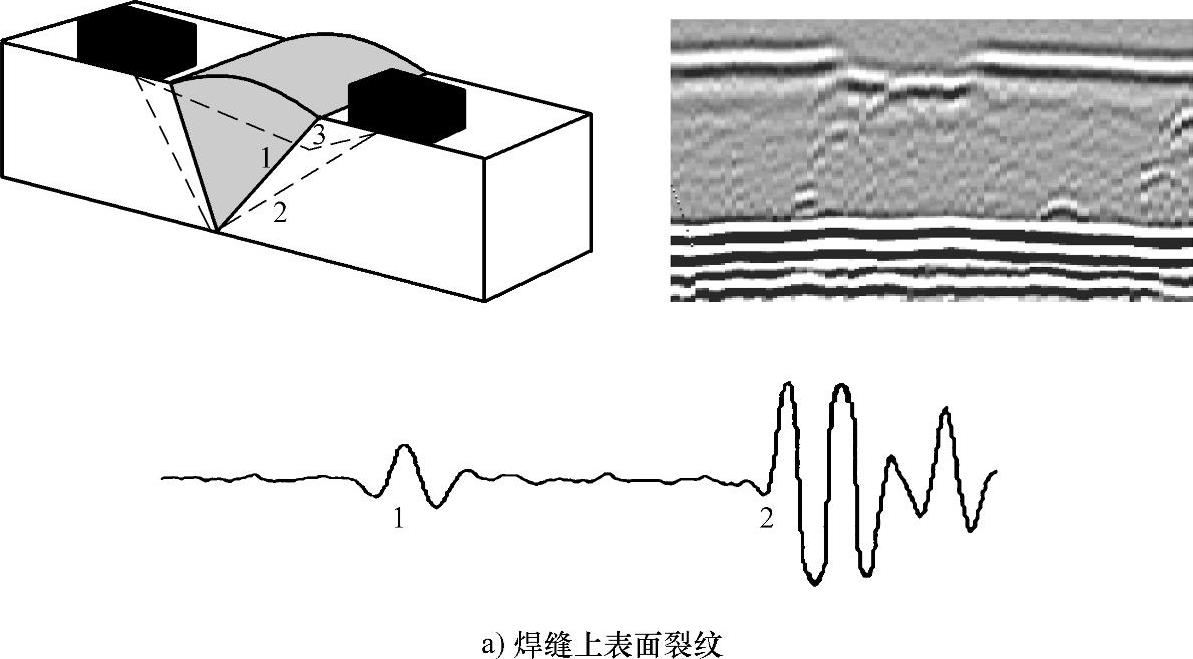
图8-8 裂纹及其图像
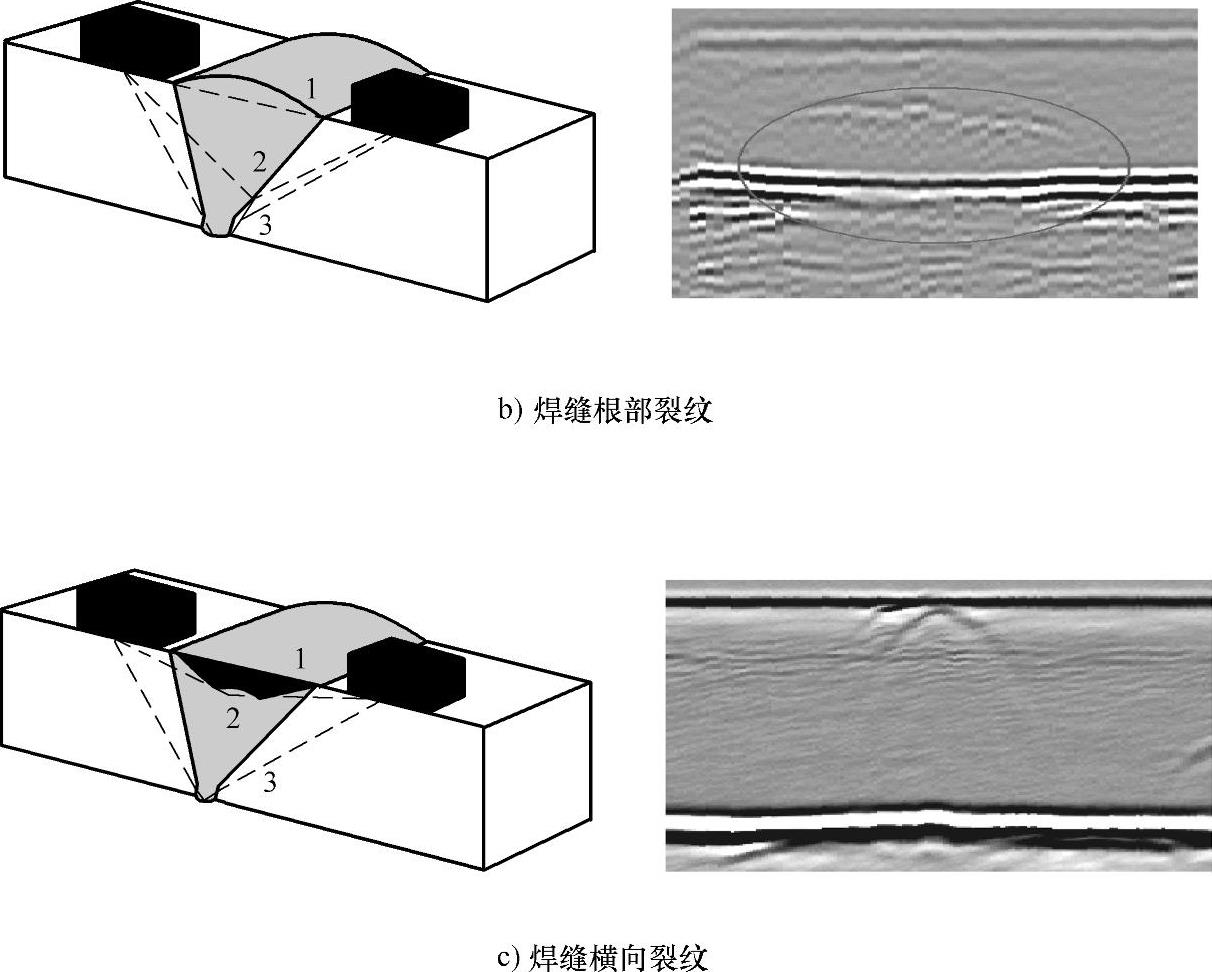
图8-8 裂纹及其图像(续)
2.未焊透
焊接时母材与母材没有完全熔合而形成的缺陷称为未焊透,包括双面焊接的中间未焊透和单面焊接的根部未焊透。对于双面焊接的中间未焊透,图像中存在完整的直通波、底波信号和缺陷衍射波信号;对于单面焊的根部未焊透,图像中底波信号和缺陷衍射波信号相距很近,甚至出现缺陷衍射波影响底面回波形貌,如图8-9所示。
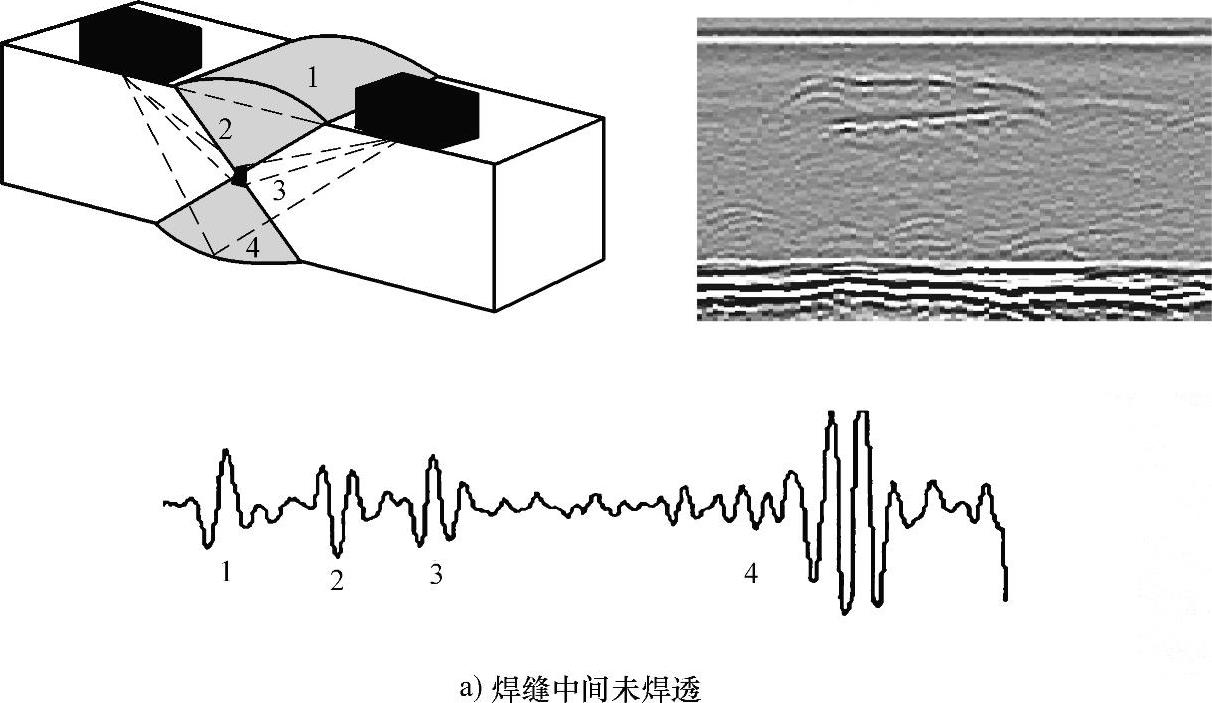
图8-9 未焊透及其图像
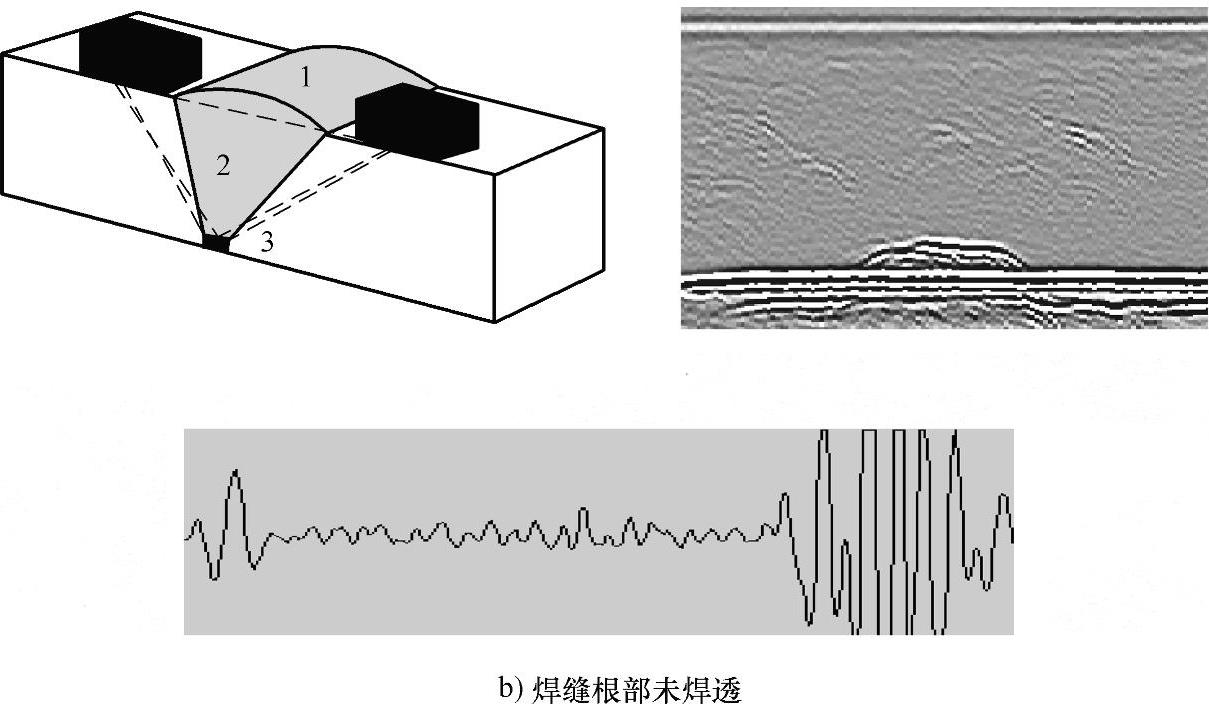
图8-9 未焊透及其图像(续)
3.未熔合(https://www.daowen.com)
焊接时母材金属与焊缝金属,以及多层多道焊接的焊缝金属之间没有完全熔合而形成的缺陷称为未熔合,包括坡口面的未熔合和层间未熔合,如图8-10所示。
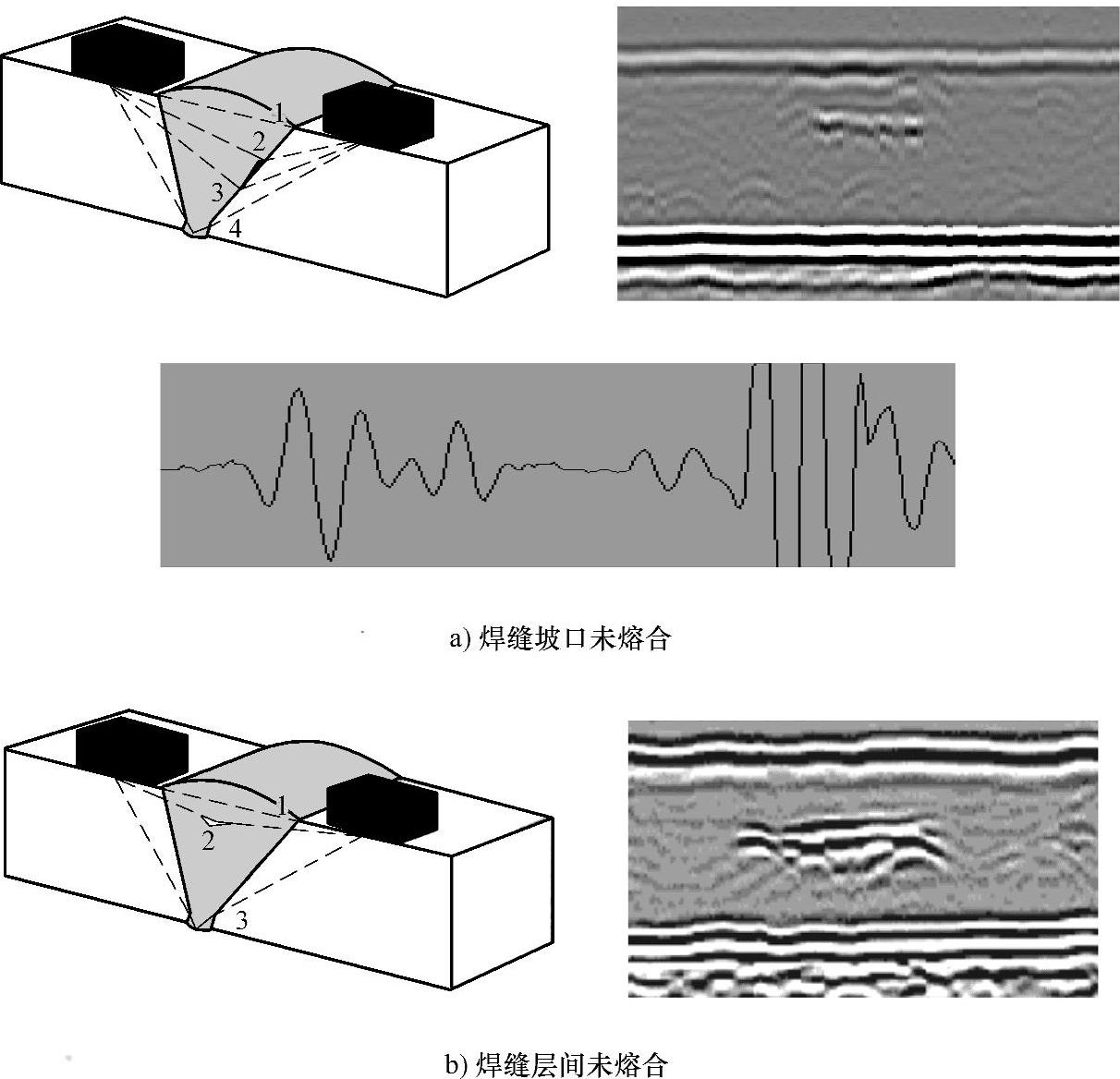
图8-10 未熔合及其图像
4.气孔和夹渣
小块夹渣和气孔的自身长度和高度都很小时,D扫描中产生的信号看上去像弧形。如果夹渣有一定长度,信号会产生一段与渣长度对应的平坦区域。长条夹渣可能是在焊接过程中留下的,会产生类似形状的回波,但要更长一些。气孔及其图像如图8-11所示。一般来说,它们的高度很小,不可能有明显的上尖端和下尖端信号。很少有气孔或夹渣能有可分辨的深度,表现出独立的上尖端和下尖端信号。这两个信号有相位差,但可能很难看到,因为从圆形体(如气孔和夹渣)顶部反射的信号较弱,得不到较大振幅的衍射信号,只有下尖端衍射产生的回波。
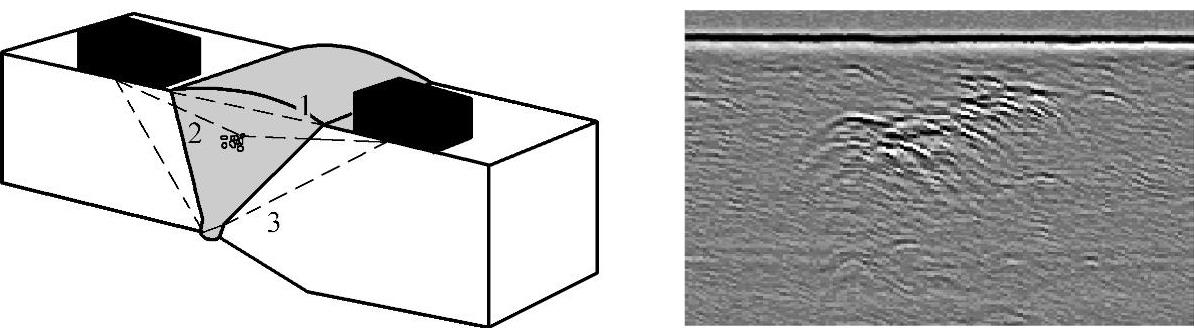
图8-11 气孔及其图像
5.内凹
单面焊时,由于焊接操作不当,焊缝背面局部区域表面低于母材,减小了焊缝的有效面积。内凹的衍射信号常与底面反射波接近,并可能会影响底面反射波的形成,如图8-12所示。
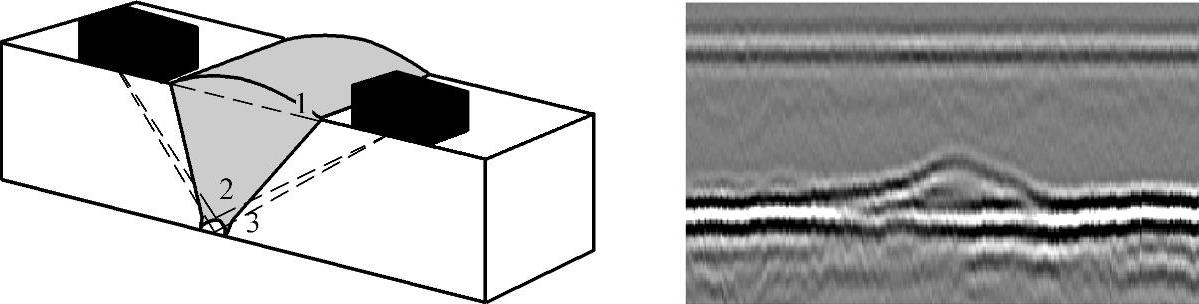
图8-12 内凹及其图像
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





