接触法检测时,仪器扫描速度调节的一般方法和步骤见4.2节。调节注意事项如下。
①锻件检测主要使用纵波直探头,扫描速度调节是将仪器示波屏上的时基线以纵波声程1∶n的比例进行调节。如果辅以斜探头检测,对平探测面的锻件也可用试块以水平、深度或声程定位调节时基线,调节时基线方法与焊缝检测中时基线比例调节相同。
②扫描速度的调节既可以在试块上进行,也可以在工件上进行。
在工件上进行调节时,可先根据工件的最大有效检测范围,确定时基线比例n,然后在工件上寻找与表面(检测面)有平行底面的部位,根据表面与平行底面的距离,按选择的n调节时基线比例。对于结构复杂的,尺寸差异大的锻件,可针对不同的区域选择不同的时基线比例n。
③利用工件本身调节扫描速度时,一定要对底面反射波判断准确,千万不要把工件中的缺陷回波或工件侧壁回波等误认为是工件底面反射波来调节,同样不要混淆了多次底波,如把B3看成B2。另外,工件还应有平行的上下表面。
例:使用模拟仪检测厚度尺寸为200mm的锻件,根据工件的最大有效检测范围确定时基线比例为1∶2,简述如何用锻件本身尺寸调节时基线成纵波声程1∶2比例。
解:调节时基线成纵波声程1∶2,可将探头置于锻件表面,找200mm位置的多次反射波,并利用水平和深度细调旋钮将B1波(一次底波)调至示波屏水平刻度0位,再将B2波(二次底波)调至示波屏水平刻度10格(满刻度),然后用水平移动旋钮将B1波移至示波屏水平刻度10格,时基线为纵波声程1∶2。
如上述工件上有间距为40mm的平行面,可用40mm的B1波(一次底波)调至示波屏水平刻度20处,再将B2波(二次底波)调至示波屏水平刻度40处,实现时基线按纵波声程1∶2调节。(www.daowen.com)
④如图7-34所示,水浸法检测时,探头不直接接触试件,超声波通过水层耦合,耦合稳定性好,检测结果重复性好;对于表面粗糙的试件,探头不易磨损。水浸法适于实现自动化检测。
水浸法检测时,回波由两部分组成,一部分是水与工件界面的多次回波(S1、S2……),如图7-35a所示;另一部分为工件底面的多次回波(B1、B2、B3、B4……),如图7-35b所示。锻件水浸法检测时,应将界面的第二次回波S2调至工件第一次底波B1之后,则第一次界面波S1与工件第一次底波B1之间出现的回波一般是缺陷波。
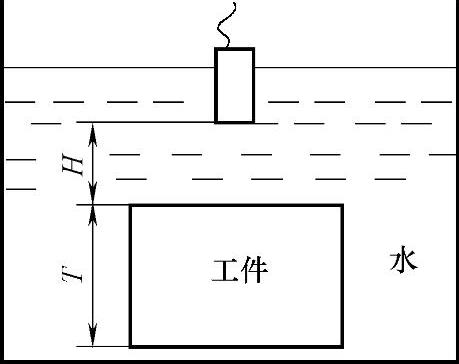
图7-34 水浸法检测
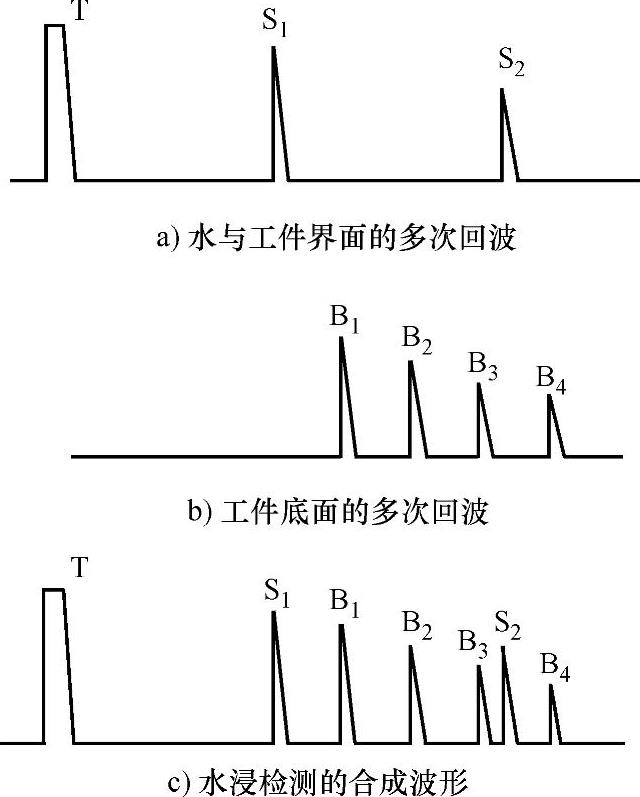
图7-35 水浸法检测的时基线调节
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







