常见的锻件类型有轴类、饼类、碗类、筒类,下面介绍各类锻件检测方法的选择。
1.轴类锻件的检测
轴类锻件的锻造工艺主要以拔长为主,因而大部分缺陷的取向与轴线平行,此类缺陷的探测以纵波直探头从径向探测效果最佳。考虑到缺陷会有其他的分布及取向,因此轴类锻件的检测,还应辅以直探头轴向探测和斜探头周向探测及轴向探测。
(1)直探头径向和轴向探测 如图7-29中A探头所示,直探头做径向探测时将探头置于轴的外圆,沿外圆做全面扫查,以发现轴类锻件中常见的纵向缺陷。
直探头做轴向探测时,如图7-29中B探头所示,探头置于轴的端头,并在轴端做全面扫查,以检出与轴线相垂直的横向缺陷。但当轴的长度太长或轴有多个直径不等的轴段时,会有声束扫查不到的死区,因而此方法有一定的局限性。
(2)斜探头周向及轴向探测 锻件中若存在片状轴向及径向缺陷或轴上有几个不同直径的轴段,用直探头径向或轴向探测都难以检出,则必须使用斜探头在轴的外圆做周向及轴向探测。考虑到缺陷的取向,探测时探头应做正、反两个方向的全面扫查,如图7-30所示。
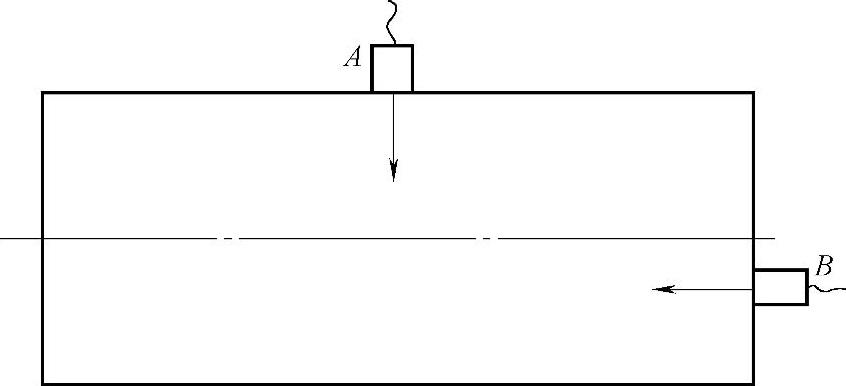
图7-29 轴类锻件检测
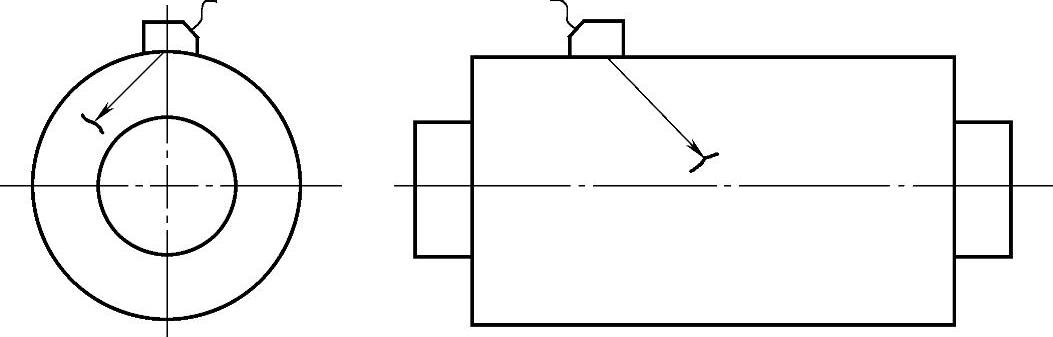
图7-30 轴类锻件斜探头检测
2.饼类、碗类锻件的检测
饼类锻件的锻造工艺主要以镦粗为主,缺陷的分布主要平行于端面,所以用直探头在端面探测是检出缺陷的最佳方法。
对于有些重要的饼类、碗类锻件,要从两个端面进行检测,有时还要从侧面进行径向检测,如图7-31所示。(www.daowen.com)
从两端面探测时,探头置于锻件端面进行全面探测,以检出与端面平行的缺陷。从锻件侧面进行径向探测时,探头在锻件侧面扫查,以发现某些轴向缺陷。
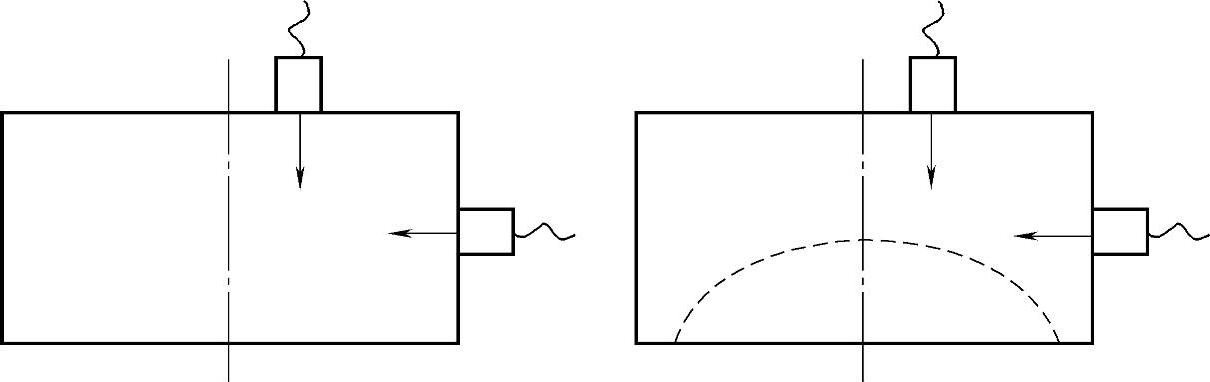
图7-31 饼类锻件检测
3.筒类锻件的检测
筒类锻件的锻造工艺是先镦粗,后冲孔,再滚压。因此缺陷的取向比轴类锻件和饼类锻件中的缺陷的取向复杂。但由于铸锭中质量最差的中心部分已被冲孔时去除,因而筒类锻件的质量一般较好。其缺陷的主要取向仍与筒体的外圆表面平行,所以筒类锻件的检测仍以直探头外圆面探测为主,但对于壁较厚的筒类锻件,须加用斜探头探测。
(1)直探头探测 如图7-32所示,用直探头从筒体外圆面或端面进行探测。外圆探测的目的是发现与轴线平行的周向缺陷。端面探测的目的是发现与轴线垂直的横向缺陷。
(2)双晶探头探测 如图7-32所示,为了探测筒体近表面缺陷,需要采用双晶探头从外圆面或端面探测。
(3)斜探头探测 对于某些重要的筒类锻件还要用斜探头从外圆进行轴向和周向探测,如图7-33所示。轴向探测是为了发现与轴线垂直的径向缺陷。周向探测是为了发现与轴线平行的径向缺陷。
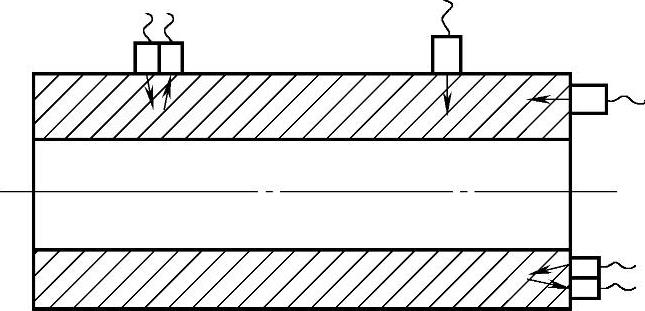
图7-32 直探头检测筒类锻件
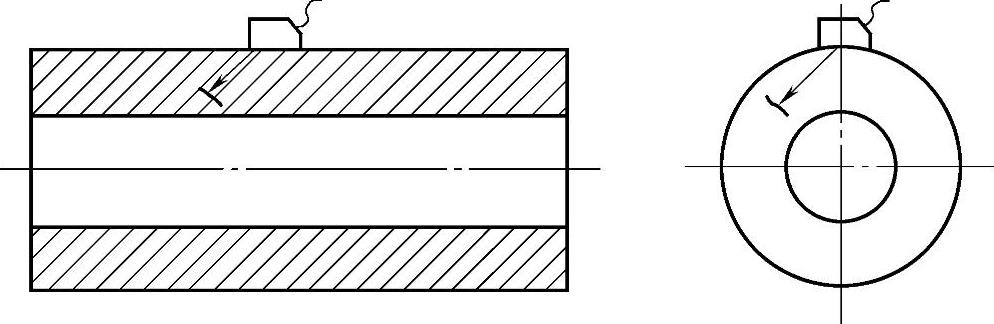
图7-33 斜探头检测筒类锻件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






