【摘要】:5)焊缝结构形式和几何参数的确定。8)检测面的选择。2)探头前沿距离和K值测定。5)检测灵敏度调节。2)斜探头初扫,初定游动波位置。3)斜探头精扫,找出最高回波,判断是否缺陷回波。6)按标准要求评定焊缝。7)检测报告撰写。图7-28 缺陷参数记录和示意图S:缺陷最大当量位置距原点的距离。
1.检测前的准备
1)检测标准确定(由检测合同或设计文件规定)。
2)选择超声波探伤仪。
3)纵波直探头选择,横波斜探头选择。
4)标准试块和对比试块选择。
5)焊缝结构形式和几何参数的确定。
6)DAC曲线参数确定(点数和各线灵敏度)。
7)耦合剂选择。
8)检测面的选择。
2.检测仪器调节
1)探头和超声探伤仪连接。
2)探头前沿距离和K值测定。
3)时基线范围调节。
4)制作DAC曲线。
5)检测灵敏度调节。
3.检测
1)直探头检测面扫查,检查母材缺陷。
2)斜探头初扫,初定游动波位置。(www.daowen.com)
3)斜探头精扫,找出最高回波,判断是否缺陷回波。
4)针对缺陷回波,进行定位、定量、定区域、测长。
5)记录缺陷参数:数量、最高回波位置三维定位、当量、长度和分布。
6)按标准要求评定焊缝。
7)检测报告撰写。
4.缺陷参数记录和示意图
缺陷参数记录和示意图如图7-28所示,主要记录参数如下。
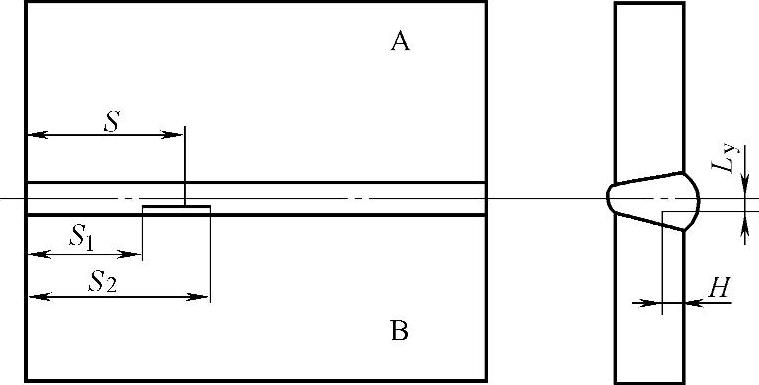
图7-28 缺陷参数记录和示意图
S:缺陷最大当量位置距原点的距离。
S1:缺陷起始点位置距原点的距离。
S2:缺陷终结点位置距原点的距离。
Δ(dB):参考等级(H0)线加减量[记录成H0±Δ(dB)]。
H:缺陷埋藏深度。
Ly:A/B两侧缺陷距焊缝中心线的距离。
区域:按具体检测标准要求,确定的缺陷波幅所在区域。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






