【摘要】:扫查方式有以下几种选择:锯齿形扫查 探头沿锯齿形路线进行扫查。图7-24 锯齿形扫查图7-25 前后、左右、转角、环绕四种基本扫查方式当用锯齿形扫查发现缺陷时,可用左右扫查和前后扫查找到回波的最大值,用左右扫查来确定缺陷沿焊缝方向的长度;用前后扫查来确定缺陷的水平距离或深度,探头前后移动的范围应保证扫查到全部焊接接头截面。环绕扫查时,回波高度几乎不变,则可判断为点状缺陷。
扫查方式有以下几种选择:
(1)锯齿形扫查 探头沿锯齿形路线进行扫查。扫查时,在保持垂直焊缝做前后移动的同时,探头还要做10°~15°的转动,每次前进齿距d不得超过探头晶片直径,如图7-24所示。
(2)前后、左右、转角、环绕扫查 为观察缺陷动态波形和区分缺陷信号或伪缺陷信号,确定缺陷的位置、方向和形状,可采用前后、左右、转角、环绕四种基本扫查方式,如图7-25所示。
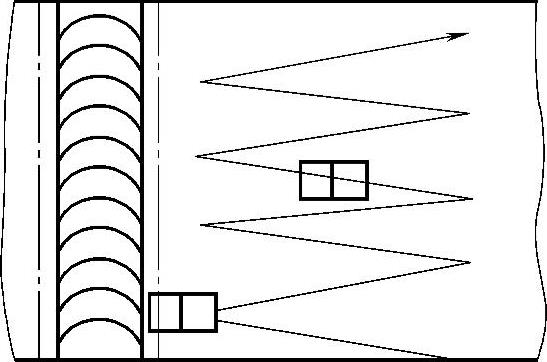
图7-24 锯齿形扫查
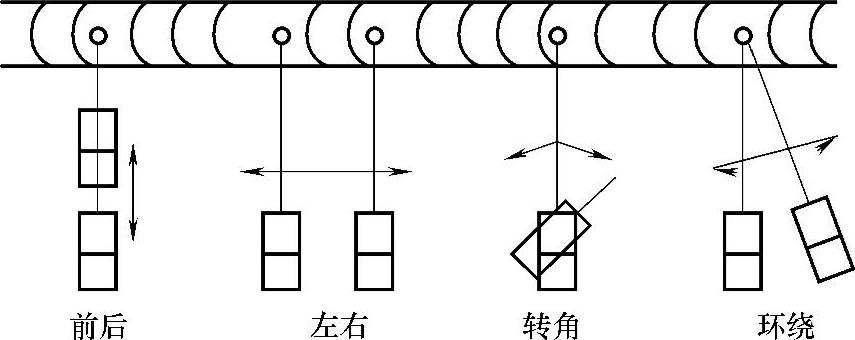
图7-25 前后、左右、转角、环绕四种基本扫查方式(www.daowen.com)
当用锯齿形扫查发现缺陷时,可用左右扫查和前后扫查找到回波的最大值,用左右扫查来确定缺陷沿焊缝方向的长度;用前后扫查来确定缺陷的水平距离或深度,探头前后移动的范围应保证扫查到全部焊接接头截面。
转角扫查为探头定点转动扫查,利用转角扫查可以推断缺陷的延伸方向。
环绕扫查是以缺陷为圆心进行摆动扫查,环绕扫查同样可用于推断缺陷的形状。环绕扫查时,回波高度几乎不变,则可判断为点状缺陷。
(3)平行、斜平行扫查 为了检验焊缝或热影响区的横向缺陷可用平行或斜平行扫查,但灵敏度要适当提高。
(4)其他扫查 与检测面垂直的内部未焊透、未熔合等缺陷用串列式扫查,在厚板焊缝检测中,与检测面垂直的这些缺陷用单一K值斜探头很难检出,可采用两种不同K值的探头检测,也可采用TOFD扫查成像方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关超声检测技术的文章







