仪器示波屏上时基线的水平刻度值τ与实际声程x(单程)的比例关系表示屏上每单位刻度代表的距离,即τ∶x=1∶n,n称为扫描速度,又称时基线比例。扫描速度的选择由检测范围来确定。
扫描速度的调节方法与超声波仪器的种类有关,模拟机调节时,必须选择两个不同声程的反射回波,通过交替改变深度旋钮和水平位移旋钮,使它们的刻度各自满足声程和扫描比例的要求,注意选择的回波不能是始波。
模拟仪器的扫描速度的调节可根据检测需要分别按声程法、水平法和深度法调节。声程法是示波屏水平刻度值代表反射体声程。水平法是示波屏水平刻度值代表反射体的水平投影距离。深度法是示波屏水平刻度值代表反射体的垂直深度。每种方法只能获得一个相应的定量参数,其他定量参数可由三角计算获得。
通常对板厚小于20mm的焊缝检测,常用水平法1∶1,也可以选用2∶1的深度法。当板厚大于20mm时,常用深度法。声程法多用于结构复杂工件的焊缝。
数字仪器调节时,如果材料速度已知可直接输入,由仪器调节;如果材料速度未知,先测材料速度,再调扫描速度。数字仪器调节扫描速度时,输入材料速度后,还必须进行自动零位调节。定位参数自动计算后同时显示在屏幕上。目前绝大多数数字仪器有零偏声速自动校准,只要按相关仪器的说明书进行操作即可。
焊缝检测中常用CSK-ⅠA、半圆试块等来调整扫描速度。
(1)模拟机CSK-ⅠA试块扫描速度的调节 采用K值探头调节扫描速度时,常用K值按深度调节时的50cosβ和100cosβ及按水平调节时的50sinβ和100sinβ数值见表7-2。表中数据只能作为调节参考,实际计算时必须使用实测折射角β。其他K值的R50mm、R100mm的相关数值可进行人工计算。调节示意图如图7-17所示。
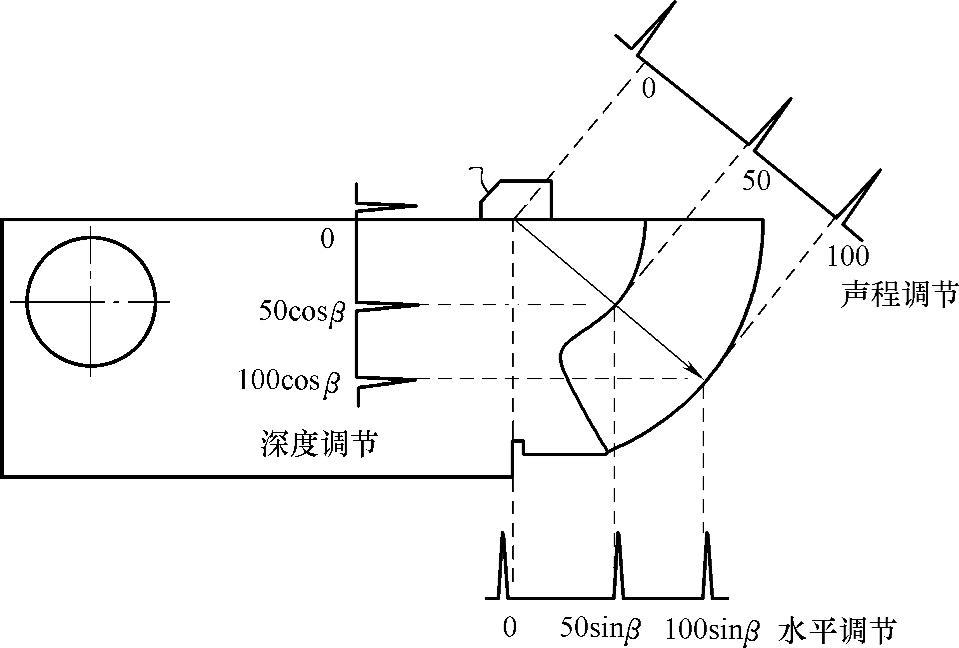
图7-17 扫描速度调节
表7-2 常用K值的50cosβ和100cosβ值(www.daowen.com)

(2)数字仪器扫描速度调整过程 数字仪器定位一般采用声程调节法,而且大多使用CSK-ⅠA试块的R50mm、R100mm圆弧反射波进行调节。
不同厂家的数字仪器都有相应的扫描速度调整程序,自动完成扫描速度调整,程序主要通过以下步骤完成扫描速度调整:①材料声传播速度测定;②按声速调整扫描速度;③仪器零位自动调整;④常规菜单显示速度与延迟时间;⑤探头K值测量;⑥声程、深度、水平距离显示;⑦检测范围调节。
GB/T 11345—2013标准规定:每次检测前应设定时基线和灵敏度,并考虑温度的影响。时基线和灵敏度设定时的温度与焊缝检测时的温度之差不应超过15℃。
检测过程中至少每4h或检测结束时,应对时基线和灵敏度设定进行校验。当系统参数发生变化或设定变化受到质疑时,也应重新校验。
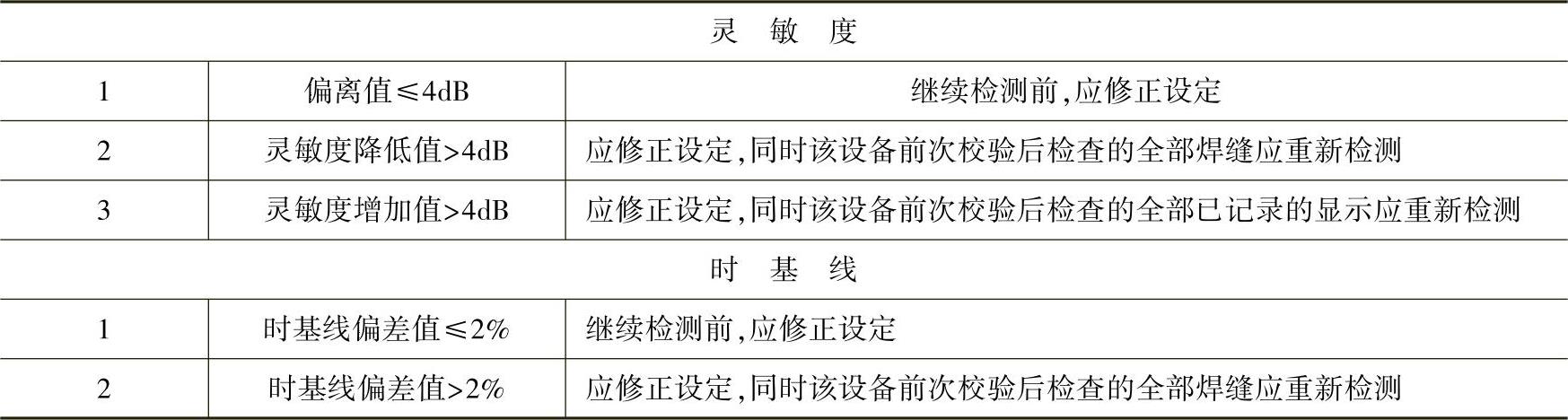
如果在检测过程中发现偏离,应按表7-3的要求对灵敏度和时基线进行修正。
表7-3 灵敏度和时基线修正
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





