焊缝的形式主要有对接焊缝、角接焊缝、搭接焊缝和T形连接焊缝等。其中平板对接焊缝是最常见的。焊缝中的常见缺陷有气孔、夹渣、裂纹、未焊透、未熔合,其中气孔、夹渣、未焊透、未熔合等焊接缺陷属体积状缺陷,未熔合和裂纹则属于面状缺陷,如图7-1所示。
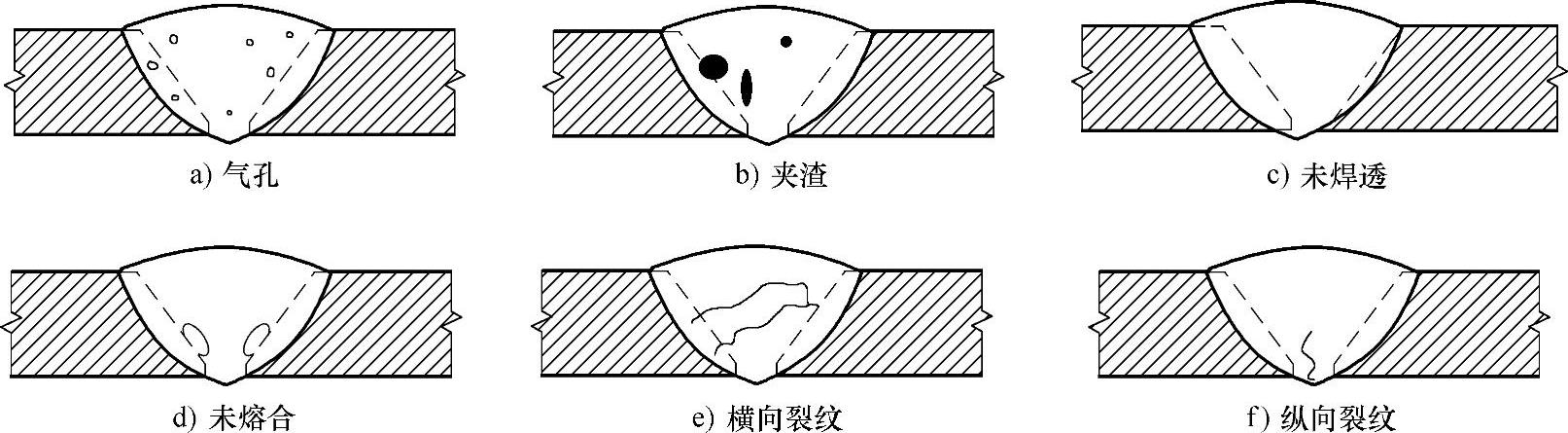
图7-1 焊缝中的常见缺陷
(1)气孔 它是由于熔池中的高温熔融金属吸收了大量气体,在凝固和冷却过程中,随着温度的降低而溶解度降低,来不及析出而残存在焊缝中形成的。一般呈球状或椭圆状,呈单个分散状态或密集状态。
(2)夹渣 夹渣是由于坡口太小,或焊接电流过小,或施焊操作不当等原因,使熔渣来不及从熔池中上浮,而留在焊缝内部的非金属夹杂物。其形态无一定规律可循。(www.daowen.com)
(3)未焊透 焊接时接头根部未完全熔透的现象,在对接焊缝中也指焊缝深度未达到设计要求的现象。焊缝探伤时根据未焊透在焊缝中的位置,将未焊透细分为中间未焊缝、边缘未焊透和根部未焊透。
(4)未熔合 熔焊时,焊道与母材之间或焊道与焊道之间,未完全熔化结合的部分。
(5)裂纹 焊接裂纹是指金属在焊接应力及其他致脆因素共同作用下,焊接接头中局部区域的金属原子结合力遭到破坏而形成的新界面所产生的缝隙。具有尖锐的缺口和较大的长宽比等特征,是焊接结构中危害性最大的缺陷。焊缝和焊接热影响区都有可能产生裂纹。按裂纹的取向可分为纵向裂纹和横向裂纹;按裂纹产生的部位可分为根部裂纹、弧坑裂纹、熔合区裂纹、焊趾裂纹和热影响区裂纹;按裂纹产生的原因可分为热裂纹、冷裂纹和再热裂纹。
裂纹是最常见的面状缺陷。裂纹的存在状态十分复杂,一般采用横波反射法检测,入射声束只有与缺陷面垂直才能获取最大反射回波;探头必须转向扫查才有可能使声束与缺陷面接近垂直,因此在实际操作的时候必须转动探头以获得裂纹的最大回波。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






