1.定义
依据标准、规范、技术条件或无损检测工艺规程制定的,对特定工件进行无损检测的书面文件称为无损检测作业指导书(NDT Instruction),简称作业指导书。作业指导书应精确阐述检测时的条件和步骤。
2.作业指导书的类型
(1)文本型作业指导书 依据标准、规范、技术条件或工艺规程制定的某一具体工件的超声检测操作程序,并形成简要的书面文件。
(2)表格型作业指导书 依据标准、规范、技术条件或工艺规程以表格形式制定的某一具体工件的超声检测操作程序,又可称为工艺卡。
3.作业指导书的制定与应用
作业指导书由超声检测的3级或2级人员制定;检测人员必须按照作业指导书进行操作。
文本型作业指导书示例:
平板对接焊缝UT作业指导书(文本型)
一、适用范围及采用标准
1.适用范围
本作业指导书依据本公司超声检测工艺规程(符合GB/T 11345—2013、GB/T29712—2013)的要求规定了超声检测中对人员、设备器材、检测方法和步骤、数据记录、结果分类与评定等内容。
本作业指导书适用于厚度18~25mm的钢熔焊平板对接焊缝的手工超声波检测。
2.检测标准和检测等级
GB/T 11345—2013《焊缝无损检测超声检测技术、检测等级和评定》,B级检测。
3.验收标准和验收等级
GB/T 29712—2013《焊缝无损检测 超声检测 验收等级》,2级验收(AL2)。
二、检测人员资质要求
检测需具有中国无损检测学会无损检测人员(执行GB/T 9445—2015标准通过鉴定与认证)超声(焊接门类)1、2、3级资格;结果评定需有2级或3级资格。
三、探伤系统及性能要求
1.探伤仪型号及性能要求
数字式超声波探伤仪(USM88)。按JB/T 9214—2010推荐的方法测试水平线性和垂直线性,要求如下:
①水平线性的偏差不大于全屏宽度的±2%。
②垂直线性的测试值与理论值的偏差不大于±3%。
2.探头规格及性能要求
使用2.5MHZ 13×13 K2超声波斜探头。按JB/T 9214—2010推荐的方法测试如下性能,要求如下:
①斜探头入射点的测试值与标称值的偏差不大于±1mm。
②斜探头折射角的测试值与标称值的偏差不大于±2°。
③声束轴线水平偏离角≤2°,主声束垂直方向无明显双峰。
(注:按GB/T 29712—2013规定,需要用另一角度探头做进一步检测时,可使用2.5MHZ 13×13 K2.5探头,其性能要求同上。)
3.试块
CSK-ⅠA试块和RB-2(或RB-1)ϕ3mm横通孔试块。
4.耦合剂
20号机油。
四、工件参数、探伤区、探伤面及探伤方法(附示意图)
1.工件参数
焊缝母材厚度18~25mm
2.探伤区
焊缝本身+热影响区(两侧各10mm),如图5-1a所示。
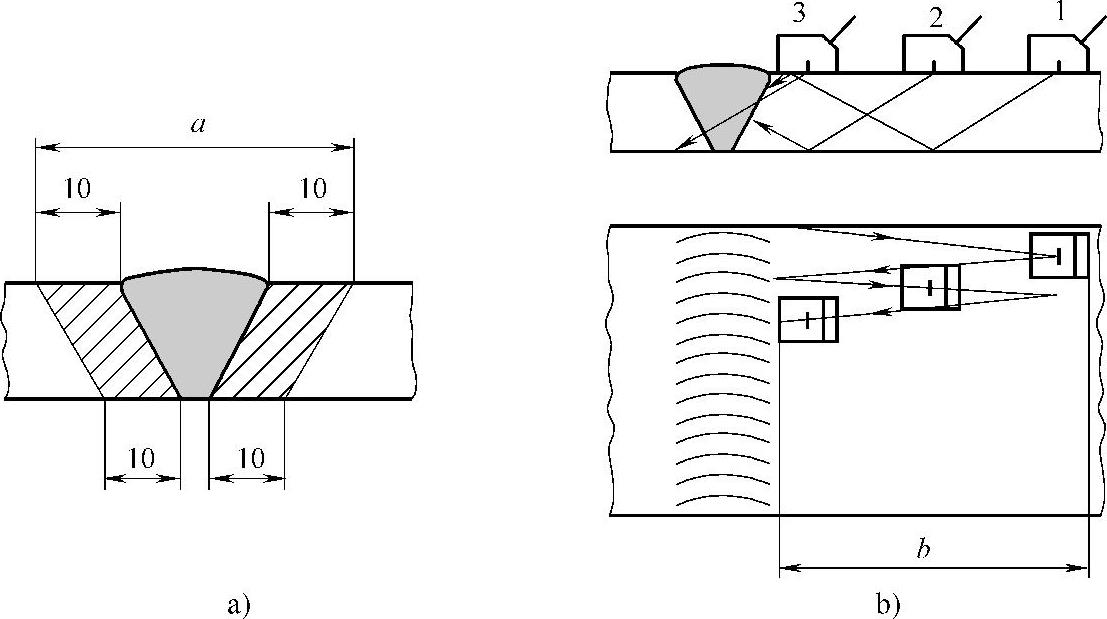
图5-1 工件探伤方法
3.探伤面
探伤面(即探头移动区域b)应足够宽,以保证声束能覆盖整个检测区域,如图5-1b所示。例如,板厚=20mm,探头K值为2,计算得b≥1.25P=1.25×20t=1.25×2×2×20mm=100mm。
4.扫查方式(https://www.daowen.com)
(1)纵向缺陷扫查 斜探头单面双侧锯齿形扫查,左右两侧各扫查1次,如图5-2a所示。探头垂直于焊缝前后移动,且移动时应有10°左右转动。扫查速度≤100mm/s,覆盖率≥晶片尺寸的10%。
(2)横向缺陷扫查 单面双侧斜平行扫查。扫查方式如图5-2b所示,两侧双向共扫查4次。
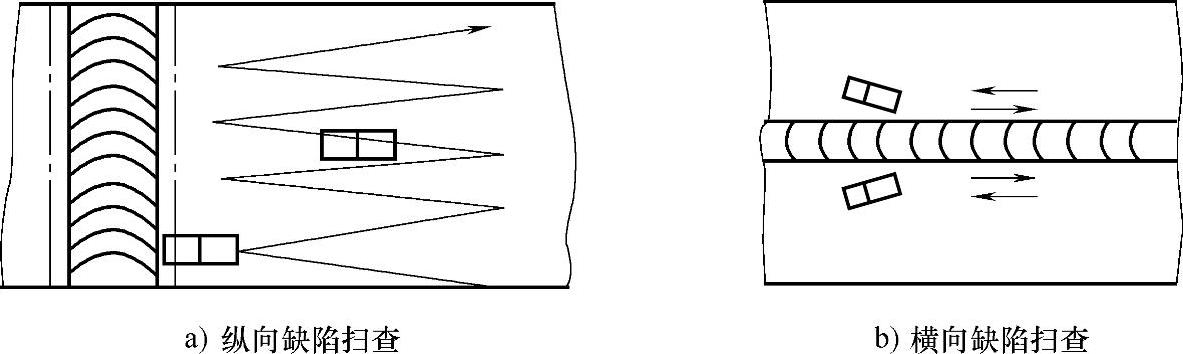
图5-2 缺陷扫查方式
五、检测准备
1.探伤面准备
探头移动区域应清除焊接飞溅铁屑、油污及其他杂质。检测表面应平整,表面粗糙度Ra值应小于12.5μm,以便于探头扫查。
2.时基线调节和探头折射角度校准
时基线调节(定标):使用CSK-ⅠA试块R50mm和R100mm圆弧面反射波调节。
探头入射点(即前沿长度L0)测试:利用CSK-ⅠA试块R100mm圆弧面反射波,将测试结果L0输入仪器。
斜探头折射角(或K值)校准:使用CSK-ⅠA试块ϕ50mm深30mm孔反射波。
3.灵敏度调节或距离波幅曲线制作
使用2.5MHZ13×13K2斜探头在RB-2试块上找到不同深度的反射体(ϕ3mm横孔),画出光滑的DAC曲线。将定量线和判废线设为0dB,评定等级线设为-14dB画出的DAC曲线为ϕ3和ϕ3-14dB两条曲线。
探伤时应确保两倍工件厚度处的评定等级线高度大于20%波高。
4.工件参数输入
探伤前或工件厚度发生变化时务必将焊缝母材厚度输入仪器。
5.传输修正
按实际测得值进行修正,如差值≤2dB可以不修正,在大于2dB且小于12dB时,应进行补偿。如差值大于12dB,应查找原因。
六、检测
1.扫查
按前面描述的方法扫查焊缝。
2.缺陷定位定量:对回波高度超过评定等级线的缺陷均须进行定位定量测长。在焊缝上对缺陷部位做标记并记录相关数据。
七、缺陷评定
1.缺陷按GB/T 29712—2013验收等级2(AL2)评定,与回波高度及缺陷指示长度相关的评定条件如图5-3所示,验收等级2对应的波高分贝值见表5-1。

图5-3 缺陷评定
1—参考等级 2—验收等级2级 3—记录等级 4—评定等级
H—回波幅度 l—显示长度 n—板厚t的倍数 t—板厚
表5-1 验收等级2对应的波高分贝值

2.缺陷评定要求
①缺陷波高超过验收等级的不能验收。
②单个缺陷波高虽未超过验收等级但超过记录等级时,若缺陷长度超过20mm则不能验收。
③在100mm长度范围内若存在多个超过记录等级的单独可验收显示,则要考虑是否构成了群显示和进行累加长度计算,若累加长度超过20mm则不能验收。
八、完成报告
1)根据焊缝超声波检测记录,编制《焊缝超声波检测报告》,检测报告应记录超过记录等级的所有缺陷,并确定被检工件能否按2级验收。
2)由相关资质人员校核和审查报告。
3)检测报告应归档保存。
编制: 审核: 批准:
日期: 日期: 日期:
表格型作业指导书(工艺卡)示例:
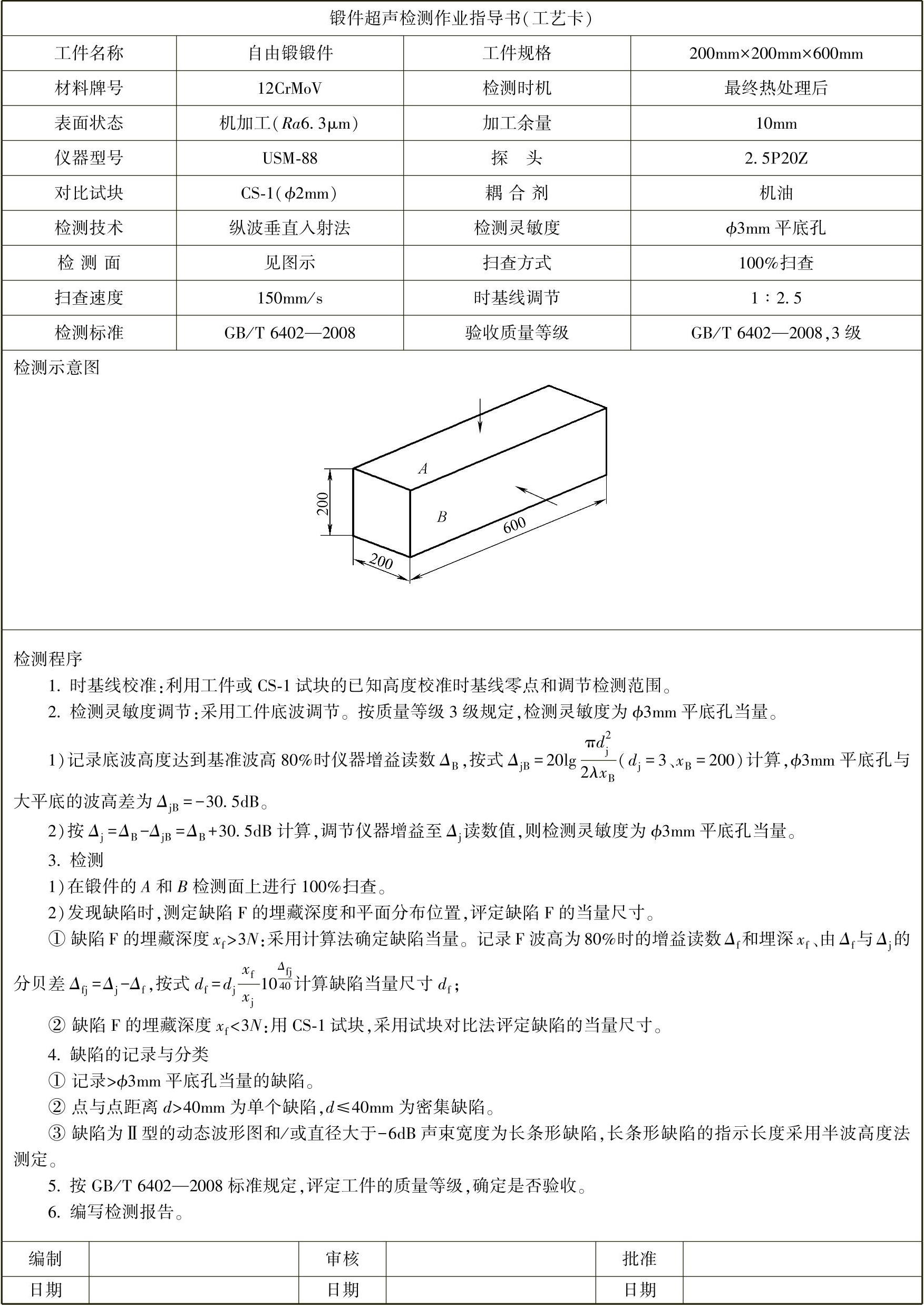
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




