横波检测柱面时,若沿轴向检测,缺陷定位与平面相同。若沿周向检测,缺陷定位则与平面不同。下面分别讨论对柱面的外壁和内壁检测时的定位方法。
1.外圆周向检测外圆周向检测柱面时,缺陷位置由深度H和弧长 来确定。如图4-14所示。
来确定。如图4-14所示。

式中 R——外圆半径;
K——探头K值。
2.内壁周向检测
内壁周向检测柱面时,缺陷位置由深度h和弧长l(来确定,如图4-15所示。
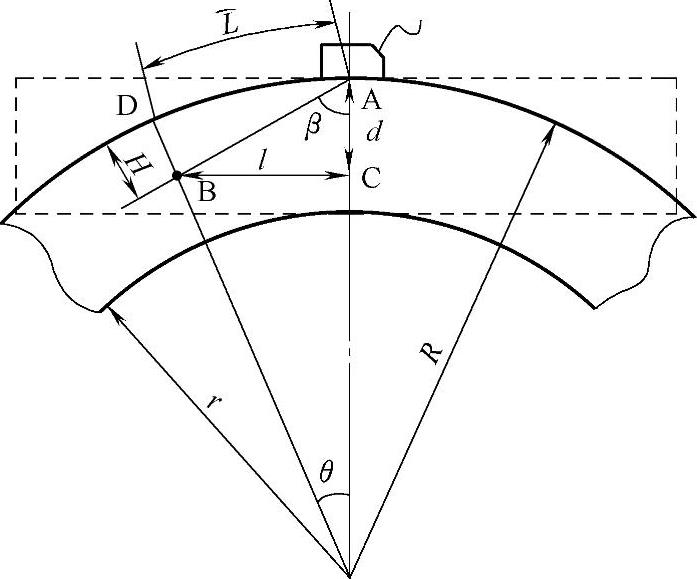
图4-14 外圆周向检测示意图
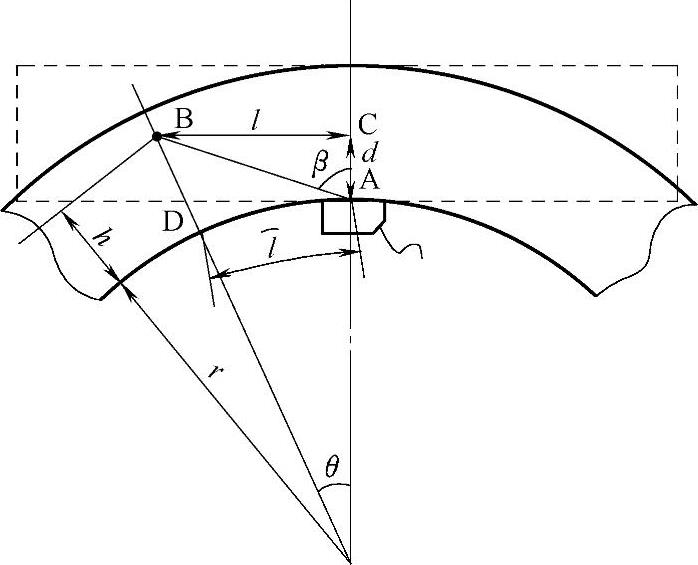
图4-15 内壁周向检测示意图

式中 r——内圆半径;
K——探头K值。周向检测圆柱曲面时应注意,仪器常按深度调节扫描速度,缺陷对应的d值可由示波屏水平刻度τf和扫描速度1∶n来确定,即d=hτf。但缺陷在工件中的位置应由H、 (外圆检测)或h、
(外圆检测)或h、 (内壁检测)来确定。
(内壁检测)来确定。
3.外圆周向纯横波检测时可检测深度讨论
外圆周向检测时,每个K值的探头都对应一个最大检测厚度,如图4-16所示。(https://www.daowen.com)
下面讨论实现周向纯横波检测的条件。
沿外圆做周向扫查的横波检测是管材检测的主要方式。在实际检测时,通常希望管材中存在的波型单一,形成的A显示波形清晰简单,以便于缺陷信号的正确判断。因此常将管材检测的声束入射角选择在第一临界角和第二临界角之间,选择管材中只存在纯横波进行检测。
管材检测最重要的目的是检测内、外壁的纵向裂纹。下面讨论的是周向横波检测时,在管材中产生纯横波的条件。不同K值探头的最大检测壁厚tm与工件外径D的比值tm/D可由式(4-16)导出。
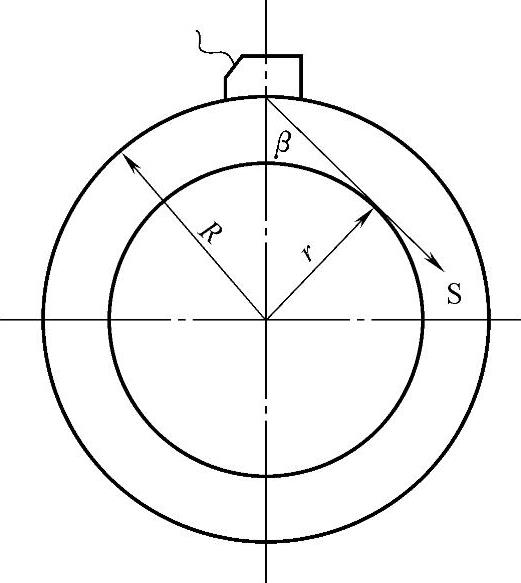
图4-16 外圆周向探测时横波声束与内壁相切
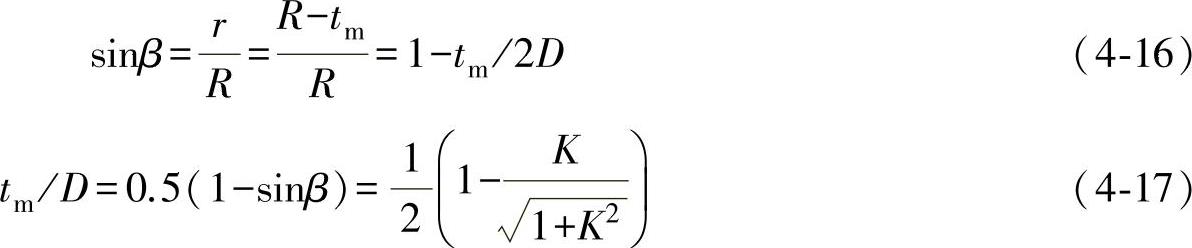
式中 D——工件外径;
tm——折射角β对应的最大可检测壁厚。
当管材壁厚t≤tm时,用该角度探头可检测到内壁缺陷,即整个壁厚内的缺陷都能被横波声束扫查到。从式(4-16)可见,β越小,则tm/D值越大,即能扫查到的壁厚tm值越大,但β值对应的入射角应大于第一临界角αⅠ,以实现纯横波检测,将此时的折射角记为βⅠ:

对钢管而言,其纵波速度取5900m/s,横波速度取3230m/s,得sinβⅠ=0.547,代入式(4-17)可得tm/D=0.22。实践中常用厚度与外径比是否小于0.22作为判据,若tm/D≤0.22,则认为可用纯横波检测,并称这样的管材为薄壁管;如果tm/D>0.22,则不能用纯横波对管材进行周向横波检测。
对于铝管和铜管,tm/D值稍大,此时为0.25或0.26。
由式(4-16)计算出钢中不同β角或K值探头对应的tm/D的范围列于表4-1。由该表可见,K值越小,能检测的壁厚越大(β=arctanK)。
表4-1 不同K值探头对应的tm/D的范围

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






