1.准备工作
在研磨前,应完成如下准备工作:
1)仔细审阅加工图样,对本次工作要研磨的表面作到心中有数。
3)准备合适的研磨环和研磨棒。
2.研磨外圆柱面
外圆柱面的研磨可分为纯手工研磨和机床配合手工研磨两种形式。
(1)手工研磨 纯手工研磨外圆柱面如图7-11所示,首先组装好研具,调整研套内径比被加工外圆面大0.025~0.05mm,将研具固定在台虎钳上。工件2与辅助螺杆8连接在一起,通过紧固螺母4固定。在工件外圆薄而均匀地涂一层研磨剂,装入研具内,双手握住夹箍的手柄,向前推和回拉工件,同时两手左右旋转,使工件在研套内作轴向往复移动的同时又作顺时针和逆时针的转动,保证工件整个外圆表面得到均匀的研磨。
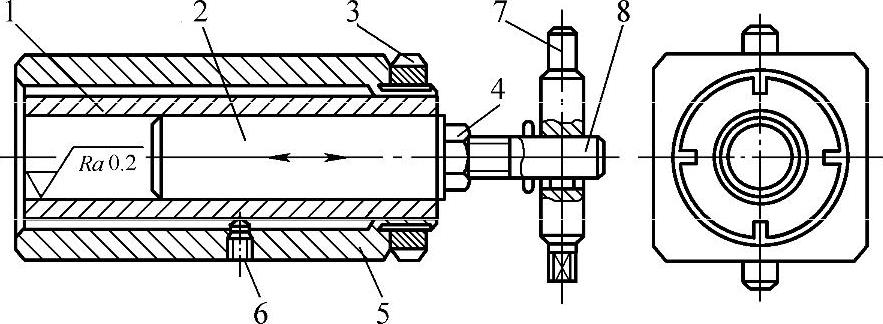
图7-11 纯手工研磨外圆
1—研套 2—工件 3—调节螺母 4—紧固螺母 5—壳套 6—限位螺钉 7—夹箍 8—辅助螺杆
(2)机床配合手工研磨机床配合手工研磨外圆柱面如图7-12所示,工件安装在机床的卡盘上,均匀地涂上一层研磨剂,套上研磨套并调整好间隙,开动机床带动工件旋转,同时手握研套在工件全长上往复移动研磨。
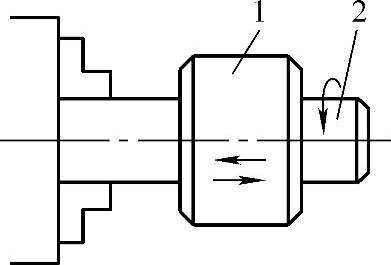
图7-12 机床配合手工研磨
1—研磨环 2—工件(www.daowen.com)
3.圆柱孔的研磨
圆柱孔的研磨同样可分为纯手工研磨和机床配合手工研磨两种形式,单件或小批量生产多采用手工研磨,批量生产时一般都在专用的研磨机上进行(包括直径小的内圆柱面)。与外圆柱面研磨不同的地方仅是工件与研具的相互位置对调了,这里不再详述。
操作提示:
1)在研磨过程中要随时调整研具上的调节螺母,保证合适的研磨间隙。
2)在研磨过程中如发现工件有锥度,可将工件或研具调头装入进行校正性研磨。
3)机床配合手工研磨时,当工件直径小于80mm时,机床转速应为100r/min;当工件直径大于100mm时,机床转速应为50r/min。
4)研具往复运动的速度应根据工件上磨出的网纹来判断。工件表面出现45º的网纹时,说明研具移动的速度是合适的。
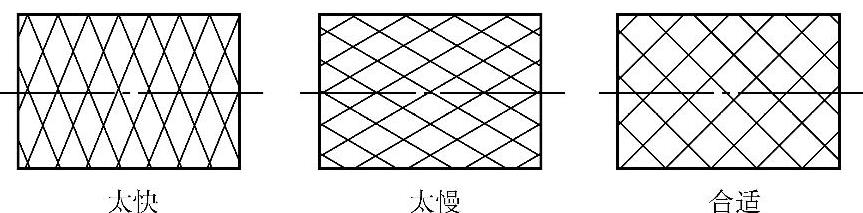
图7-13 往复运动速度的判断
5)研具应经常调头使用。
4.质量问题及原因分析
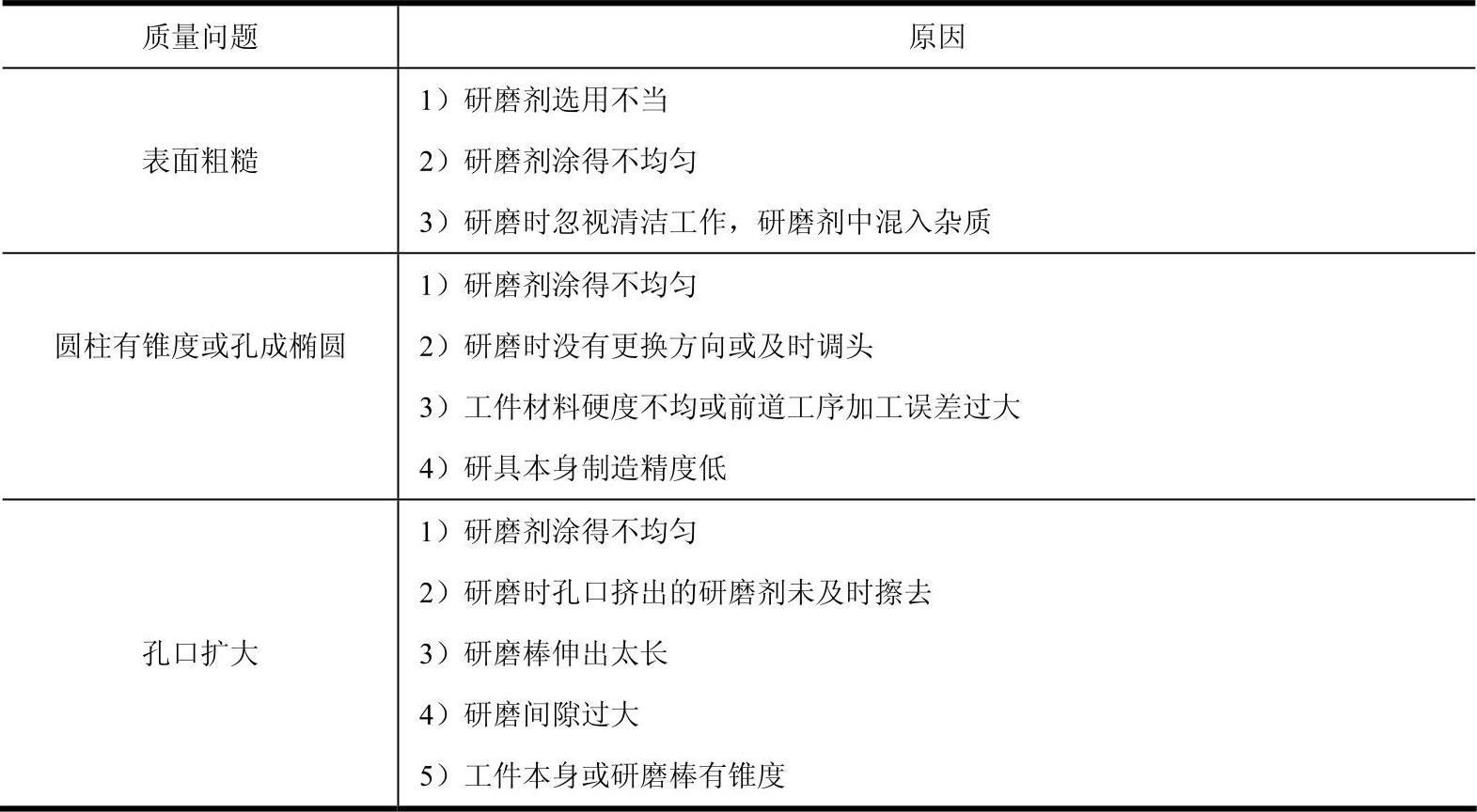
研磨曲面时常见的质量问题及其产生的原因见表7-5。
表7-5 研磨曲面时常见的质量问题及其产生的原因
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




