1.准备工作
在刮削轴瓦前,应完成如下准备工作:
1)刃磨用于粗、精刮削的长、短柄曲面刮刀。
2)准备与被刮轴瓦配套的轴承座、标准轴,并将被刮轴瓦安装在轴承座中。
3)对轴瓦内表面(包括油沟去锐边和毛刺)进行彻底清洁,检查刮削余量。
4)准备显示剂,涂刷、清洁工具等。
操作提示:
安装轴瓦时要按照实际情况将其安装在轴承座中。固定或夹持轴承座时,刮削面的高低一定要适合操作者的身高,可用台虎钳或夹具夹持轴承座,但要注意夹紧力的大小和方向,避免轴瓦发生变形
2.刮削轴瓦内孔曲面
(1)显点刮削铜轴瓦时一般选蓝油做显示剂,将其均匀涂抹在与轴瓦配合的轴上,用轴在轴瓦内孔中来回旋转,即可显示出高点,如图7-5所示。
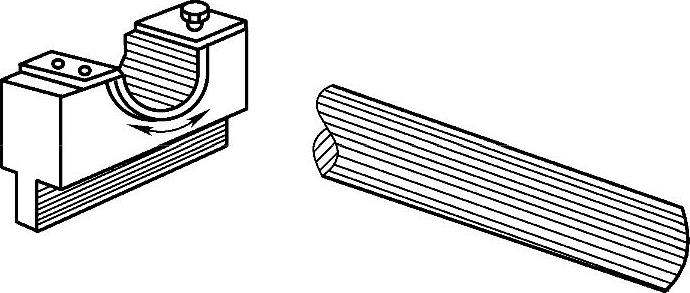
图7-5 轴瓦的显点
(2)刮削姿势刮削时刮刀的拿法和刮削的姿势应随刮刀的大小而改变,一般有以下两种:
①短柄刮刀握法:如图7-6a所示,右手握住刀柄,左手掌向下用四指横握刀杆中部。刮削时右手转动,左手顺着曲面的方向拉动或推动刀杆,使刮刀做螺旋运动,刮削曲面。
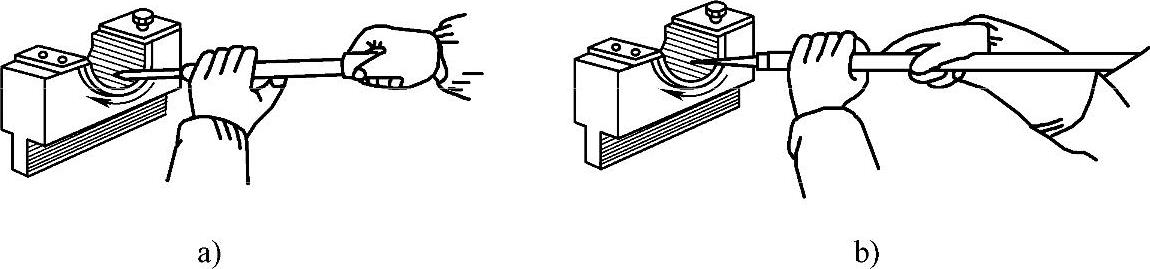
图7-6 刮刀的握法
②长柄刮刀握法:如图7-6b所示,将长刀柄放在右手臂上,右手掌心向下握紧刀杆后部,左手掌心向下握在刀杆前端。刮削时动作与短柄刮刀相同,注意刮削时不可用力过大,防止刀杆振动,引起被刮削表面产生振痕。(www.daowen.com)
(3)刮削曲面按刮去余量的多少,分粗刮和精刮两种情况:
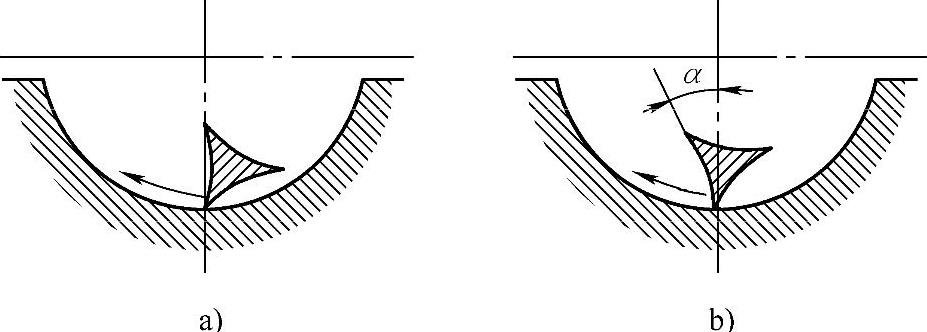
图7-7 刮削时刮刀的角度
a)粗刮 b)精刮
粗刮时采用零前角,如图7-7a所示,此时刮削量较大,刮削刀痕显著;
精刮时采用较小的负前角,如图7-7b所示,较小的负前角时,刮掉的切屑较薄又能将显示出的高点刮去,并可使点子均匀地分散在整个表面上。
操作提示:
1)负前角较大时刮掉的切屑极薄,只能对工件表面起修整作用,可在精刮后修光时使用。
2)负前角的具体数值不必测量,可通过刮痕和手感体验,通过手和操作姿势配合调整。
3)刮削轴瓦时,一般要求两端的点子稍密,中间的点子稍疏,以形成良好的储油条件,防止漏油。
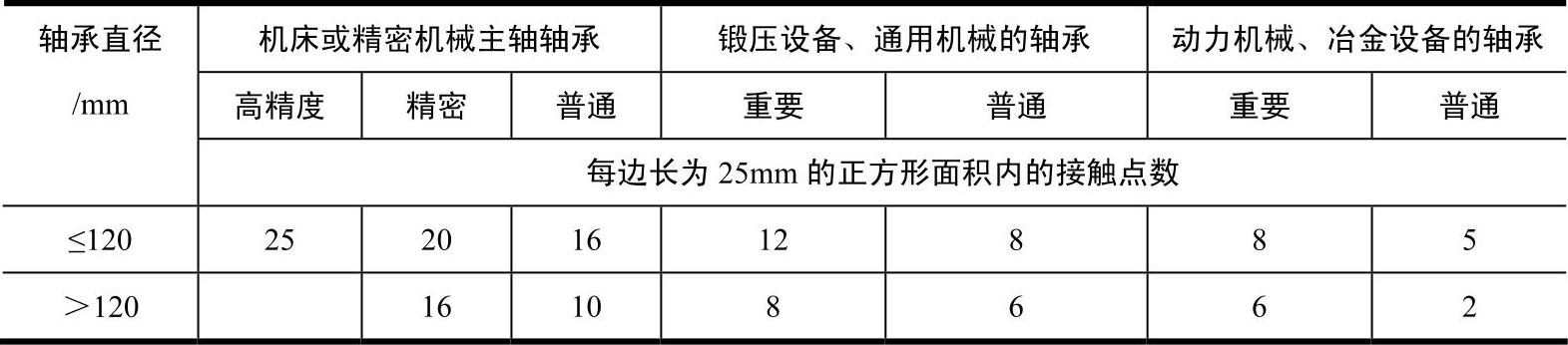
3.精度检验
曲面刮削精度的检验,一般用25mm×25mm的接触点数来决定其接触精度和贴合精度,对轴瓦的刮削要求如表7-4所示。
4.质量问题及原因分析
曲面刮削时常见的质量问题及其产生的原因可参考表6-7平面刮削时常见的质量问题及其产生的原因。
表7-4 滑动轴承接触点数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







