1.准备工作
在研磨前,应完成如下准备工作:
1)仔细审阅图样,对本次工作要研磨表面的技术参数作到心中有数。
3)在研磨平板上均匀的涂上适当的研磨剂。
操作提示:
研磨时上料的方法有压嵌法和涂敷法。
1)压嵌法方法有两种:一是用3块平板在其上加研磨剂,用原始研磨法轮换嵌砂,使磨粒均匀嵌入平板;二是用淬硬压棒将研磨剂均匀压入平板。
2)涂敷法将研磨剂涂敷在工件或研具上。
采用涂敷法时,在研磨过程中,磨料有的被压入研具内,有的在工件与研具间浮动。磨料难以分布均匀,故加工精度不如压嵌法。
2.研磨平面
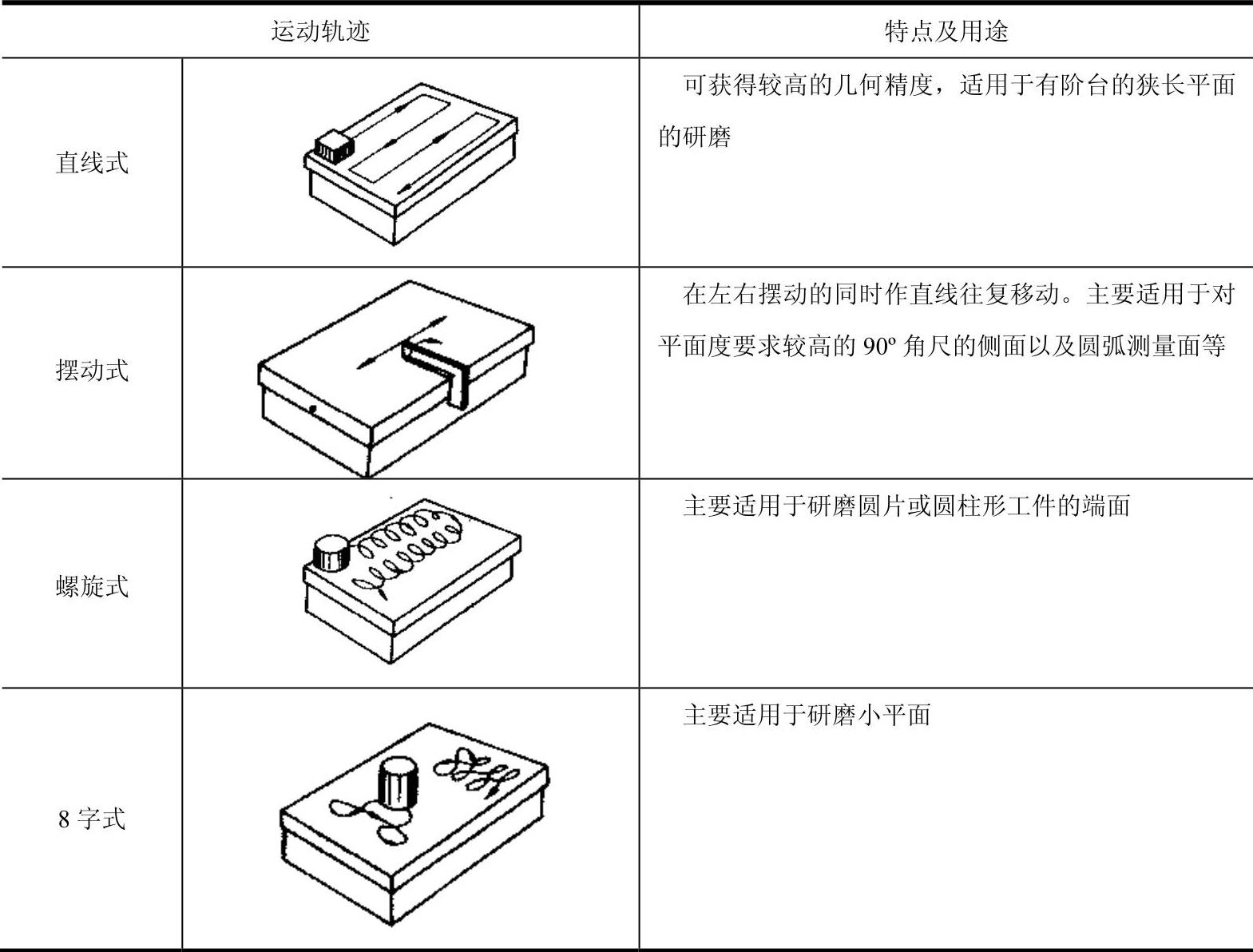
(1)研磨方法研磨时应保证研具的工件表面与工件被加工平面始终平行贴合在一起,手工研磨时研具的运动轨迹、特点及用途见表6-12。(www.daowen.com)
表6-12 手工研磨轨迹的特点及用途
(2)研磨速度 研磨速度应根据不同的研磨工艺要求,合理地进行选取。一般情况下研磨速度可取0.15~2.5m/s,往复运动取40~60次/min;精研速度为0.5m/s以下,往复运动速度取20~40次/min。研磨狭长的大尺寸平面工件时,应选取低速研磨;研磨小尺寸或低精度工件时,则需选取中速或高速研磨。
(3)研磨压力 研磨压力,在一定范围内与研磨效率成正比。但研磨压力过大,摩擦加剧,将产生较高的温度,从而使工件和研具因受热而变形,直接影响研磨质量和研磨效率及研具的耐用度。在一定范围内,工件表面粗糙度随研磨压力增加而降低。如研磨压力过大,可能将研磨剂颗粒压碎,使工件表面划痕加深,从而影响表面粗糙度。一般研磨压力可取0.01~0.5MPa,对于机械研磨,在机床开始起动时,可调小些;在研磨进行中,可调到某一定值;在研磨终止时,可再减小一些,以提高研磨质量。
(4)研磨时间 应当注意的是,并不是研磨时间越长,研磨质量越高。对于粗研,研磨时间可根据磨料的切削性能来确定,以获得较高的研磨效率;对于精研,研磨时间为1~3min。当研磨时间超过3min后,对研磨质量的提高没有显著的效果。
操作提示:
1)在研磨时,一般粗研先用较高压力和较低的速度,精研则用较低的压力和较高速度。
2)因各手指用力不同,在研磨中要不断旋转工件或调整站立位置,防止因用力不均匀而产生的质量缺陷。
3)注意使用研具整个表面研磨,防止部分研具表面过快磨损,降低研具寿命。
3.质量问题及原因分析
平面研磨时常见的质量问题及其产生的原因见表6-13。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






