1.研磨的工作原理
研磨是指用研磨工具和研磨剂从工件表面上磨掉一层极薄的金属层,使工件达到准确的尺寸、准确的几何形状和很小的表面粗糙度值的加工方法。
研磨是在其他金属加工方法不能满足工件精度和表面粗糙度要求时所采用的精密加工方法。研磨时,研具材料一般比被研磨的工件软,这样受到一定压力后,研磨剂中微小颗粒(磨料)就被压嵌在研具表面上。这些细微的磨料具有非常高的硬度,像无数刀刃,随着研具在工件表面的运动,磨料颗粒对工件产生微量的切削,从其表面切去一层极薄的金属,借助于研具的精确型面,就可使工件逐渐得到准确的尺寸精度及极小的表面粗糙度值。
研磨可以是干研磨,也可以是湿研磨。湿研磨就是在研磨过程中,不断地添加研磨剂。干研磨就是在研磨工具表面上均匀地嵌上一层研磨刑,在研磨时不再添加,在近乎完全干燥的情况下进行研磨。湿研磨的效率比干研磨高,干研磨的精度高。一般是先用湿研磨将尺寸磨到适当程度后,再用干研磨作最后的加工。
一般经研磨后的工件表面粗糙度可达Ra1.6~0.1μm,尺寸精度可达0.005~0.001mm,研磨的加工余量极小,一般在0.005~0.03mm范围内较合适。
2.研具
研具指的是研磨中使用的工具,对于平面研磨,常用的研具是研磨平板,如图6-10所示,有光滑平板和有槽平板两种,其中光滑平板应用于精研,有槽平板用于粗研。
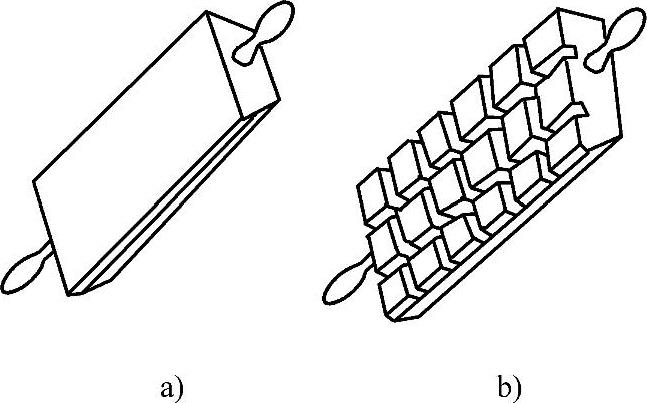
图6-10 研磨平板
a)光滑平板 b)有槽平板
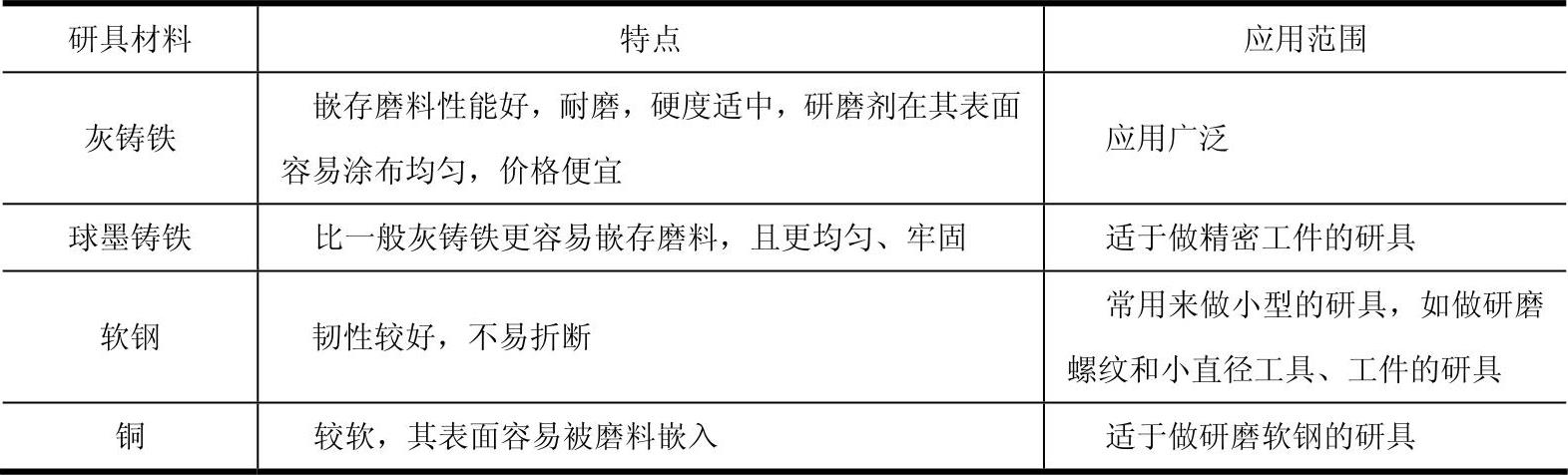
研具是保证研磨工件几何形状正确的主要因素。因此对研具的材料、几何精度和表面粗糙度都有较高的要求。制作研具的材料硬度应比被研磨工件低,组织应细致、均匀,具有较高的耐磨性和稳定性,具有较好的嵌存磨料的性能,常用的研具材料及其特点和应用范围见表6-8。
表6-8 常用研具材料的特点和应用范围
3.研磨剂
研磨剂是由磨料和研磨液调和而成的混合剂。(www.daowen.com)
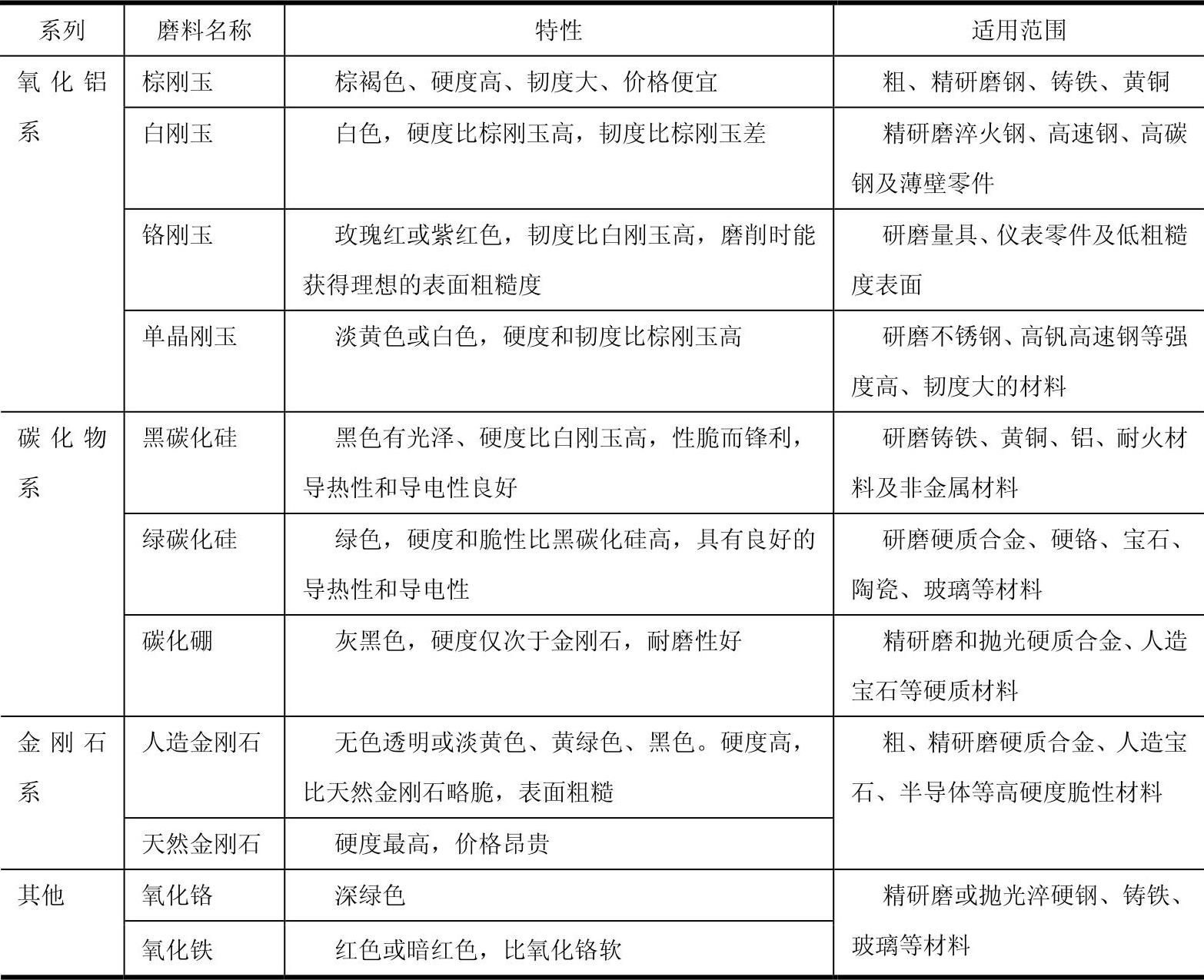
(1)磨料 磨料是研磨时起切削作用的硬质颗粒,它与研磨的效率、精度和表面粗糙度都有密切联系。常用的磨料有氧化物磨料、碳化物磨料和金刚石磨料等,磨料的系列及用途见表6-9。
磨料的粗细用粒度表示,分磨粒、磨粉和微粉三个系列:
磨粒、磨粉的粒度用号数标注,一般在数字右上角加“#”表示。此类磨料用过筛法测得,粒度号为单位面积上的筛孔数目。号数大,磨料细;号数小,磨料粗。
表6-9 磨料的系列及用途
微粉的粒度则用微粉尺寸数字前加“W”表示。此类磨料用沉淀法测得,号数大,磨料粗;号数小,磨料细。
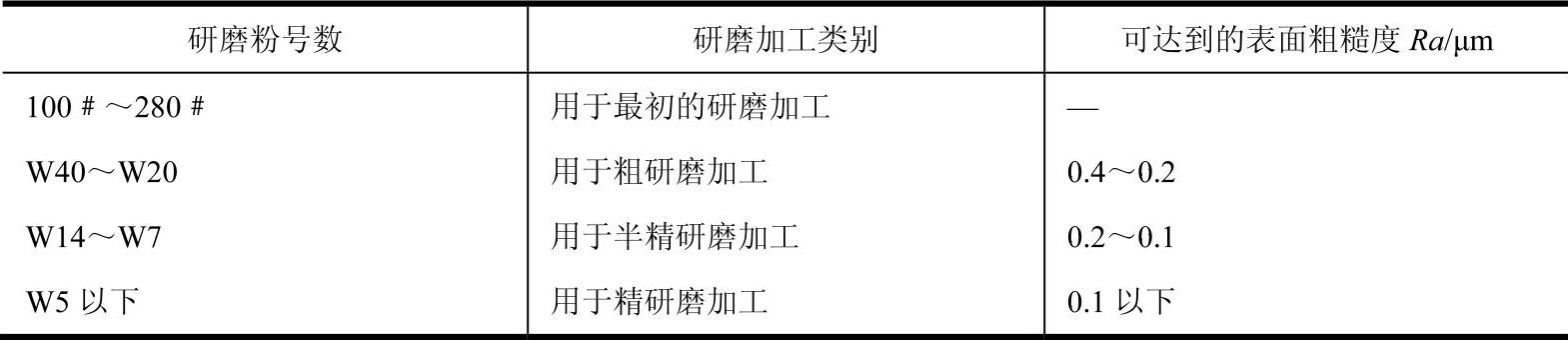
磨料的粗细应根据研磨精度的高低,按表6-10选用。
表6-10 磨料粗细的选择
(2)研磨液 研磨液在研磨中起调和磨料、冷却和润滑作用,它能防止磨料过早失效并减小工件和研具的热变形。有些研磨液还可与零件表面发生化学反应,在零件表面形成一层很容易被磨粒刮去的氧化薄膜,从而起加速研磨作用。常用的研磨液有煤油、汽油、10号与20号全损耗系统用油、工业用甘油、透平油等。
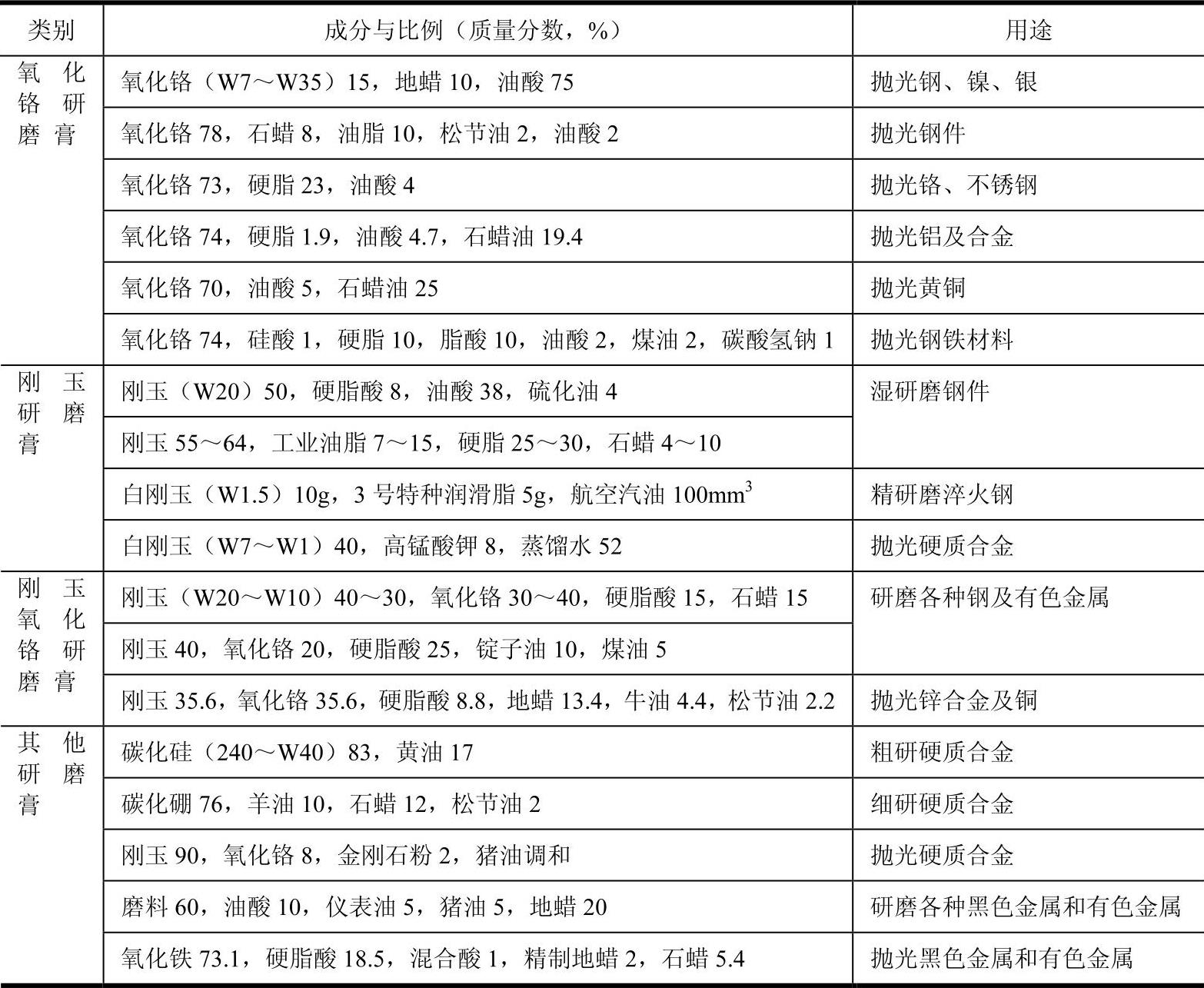
(3)研磨剂 研磨剂有制成品可直接购买获得,使用时只需加入研磨液稀释即可。这种研磨剂使用方便,适用于一般生产企业单件维修。当需要使用大量研磨剂时,也可自行配制,常用研磨剂的配制方法和用途见表6-11。
表6-11 常用研磨剂的配制方法及用途
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





