1.准备工作
在刮削前,应完成如下准备工作:
1)清理工件表面的锈迹,倒钝锐边,去掉毛刺,测量备料的尺寸和形位误差,确定刮削余量。
2)将工件安放平稳,对本项目所加工平板来说,可直接放置在木制钳台上,也可寻找一个高度合适的架子,垫上厚木板后,放置工件。
3)刃磨刮刀。
4)在工件上涂红丹粉并显点。
操作提示:
1)工件安放时应选择合适的支承点,必须安放平稳,同时应保证让工件处于自由状态,不能由于装夹使工件产生变形。
2)工件被刮削面的高度要适中,一般应在操作者腰部附近。
2.平面的刮削
(1)刮削姿势 常用的平面刮削姿势有挺刮式和手刮式两种。
挺刮式如图6-8a所示,将刮刀柄顶在小腹右下方,左手在前右手在后握紧刀杆,双手距离刃口约70~80mm。刮削时左手下压轻轻落刀,利用腿部和臂部力量使刮刀向前推挤,双手引导刮刀前进,在推挤后的瞬间用双手提起刮刀,完成一次刮削。
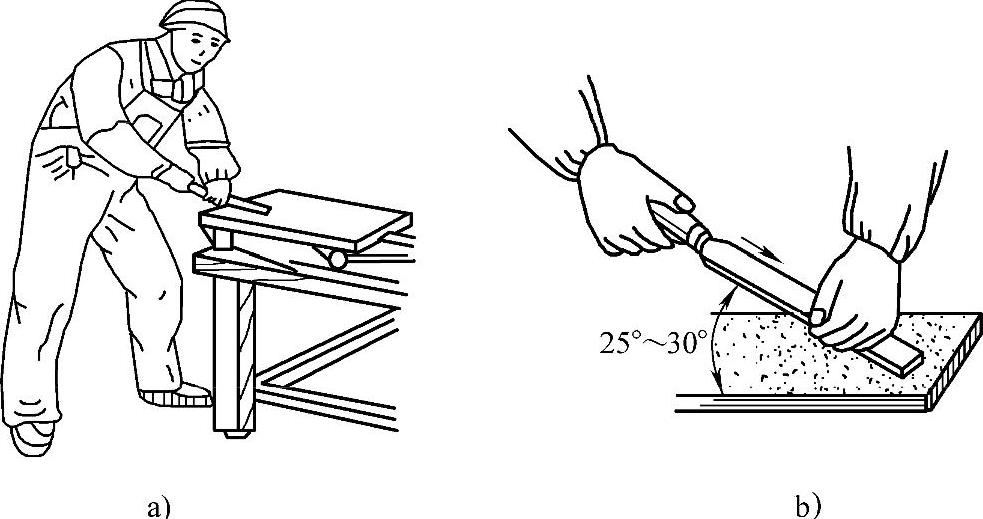
图6-8 刮削姿势
a)挺刮式 b)手推式
手推式如图6-8b所示,左脚前跨一步,上身略前倾。右手握住刀柄,左手在距刃口约50~70mm处握紧刀杆,刮刀与被刮削面成25º~35º角。刮削时,右臂随着上身摆动向前推,左手下压并引导刮刀向前运动。在下压推挤的瞬间迅速提起刮刀,完成一次刮削。
(2)粗刮平面 当工件表面有较深的加工刀痕,工件表面严重生锈或刮削量较多(如0.2mm以上)时,都需要进行粗刮。粗刮是用粗刮刀在刮削面上均匀地铲去一层较厚的金属层,其目的是较快地去除刀痕、锈迹或过多的余量,提高生产率。刮削时采用连续推铲的方法,刮削的刀迹连成长片。一般应顺工件长度方向在整个刮削面均匀刮削。当刮到在25mm×25mm面积内有3~4个接触点且分布均匀时粗刮结束。(www.daowen.com)
(3)细刮平面 细刮主要是刮去稀疏的大块研点(俗称破点),进一步改善不平现象。刮削时采用短刮法。每刮一遍时,须保持一定方向(一般应与工件边缘成一定角度)。刮第二遍时要交错刮削,以消除原方向的刀迹。在刮削接触点时,把接触点周围部分也刮去,这样当最高点刮去后,周围的次高点容易显示出来,经过几遍刮削,次高点周围的接触点又会很快显示出来,可提高刮削效率。刮削过程中,要防止刮刀倾斜而划出深痕,显示剂要涂得薄而均匀,推研后显示出有些发亮的点叫硬点(或实点),应重些刮;颜色暗淡的点叫软点(或虚点),应轻些刮。当在25mm×25mm的面积内出现12~15个接触点时细刮结束。
操作提示:
刮花可使刮削面美观,能使滑动件之间造成良好的润滑条件,并且还可以根据花纹的消失多少来判断刮削面的磨损程度。常见的花纹有图6-9所示的几种。
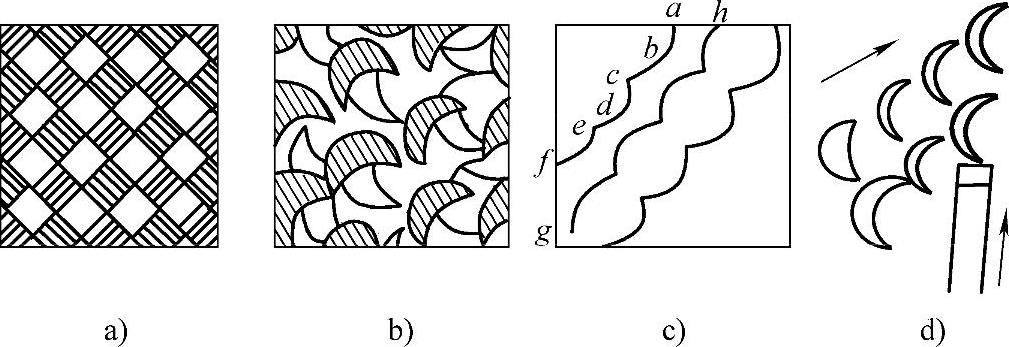
图6-9 刮花的花纹
a)斜纹花 b)鱼鳞花 c)半月花 d)鱼鳞花的刮法
斜纹花纹,即小方块。它是用精刮刀与工件边成45º角的方向刮成。
鱼鳞花纹,是随着左手在向下压的同时.还要把刮刀有规律的扭动一下,扭动结束即推动结束,立即起刀完成一个花纹。如此连续地推扭,就能刮出鱼鳞花纹来。
半月花纹的刮削方法与鱼鳞花的刮法相似,所不同的是一行整齐的花纹要连续刮出,难度较大。
(4)精刮平面 精刮就是用精刮刀更仔细地刮削研点(俗称摘点),通过精刮来增加研点,可改善表面质量,使刮削面符合精度要求。精刮时采用精刮刀进行点刮,要注意落刀轻、起刀迅速,在每个接触点上只刮一刀,不重复,并始终交叉进行刮削。当在25mm×25mm面积内有20点以上时,可将接触点分为三类分别对待:最大最亮的接触点全部刮去;中等接触点在其顶点刮去一小片;小接触点留着不刮。这样连续刮几遍,待出现的接触点数达到要求即可。
3.刮削精度的检验
除检验接触精度外,还应检查形位精度、尺寸精度和表面精糙度是否符合要求。
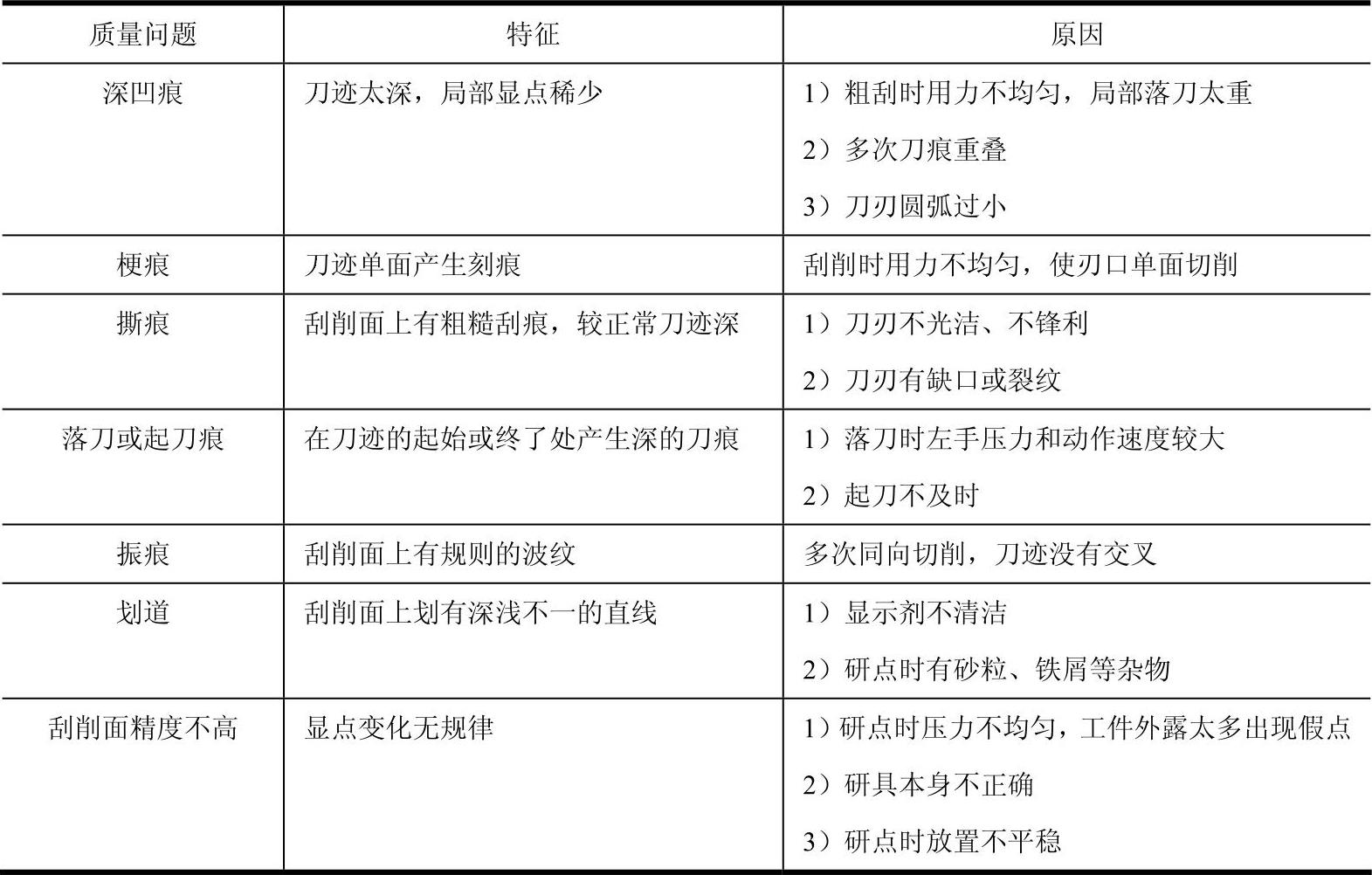
4.质量问题及原因分析
刮削时常见的质量问题及其产生的原因见表6-7。
表6-7 刮削时常见的质量问题及其产生的原因
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






