1.焊接的原理及应用
焊接是通过加热或加压,也可同时加热和加压,使工件连接的方法。焊接在工程上占有重要地位,具有生产效率高、成本低、劳动强度低,能减轻结构重量,节约材料;能保证较高的气密性等特点,同时便于实现机械化、自动化,因此被广泛应用于桥梁、建筑、船舶、化工和机械制造等工业部门。
熔化焊简称熔焊,是利用局部加热的方法,将两工件的结合处加热到熔化状态,形成熔池,然后冷却结晶,形成牢固的焊缝,将两部分金属连接成整体的方法,如气焊、电弧焊等;压力焊简称压焊,是利用局部加压(加热或不加热),达到彼此相互结合的方法。它有两种类型:一种是将被焊金属接触部分加热至塑性状态或局部熔化状态,而后施加一定的压力,使金属原子之间相互结合形成牢固的焊接接头,如接触焊、摩擦焊等。另一种是不进行加热,仅在被焊金属的接触面上、施加足够大的压力,引起塑性变形,促使原子之间相互接近而获得牢固的压焊接头,如冷压焊、爆炸焊等。这两种焊接通常由专门的焊工来操作。
钎焊是利用熔点比母材低的填充金属熔化后填充接头间隙,并与固态母材相互扩散实现连接的方法。钎焊焊料的熔点低,不需要过高的加热温度,因而焊接件的力学性能和组织都不会发生大的变化。钎焊后应力和变形也较小,接缝平整光滑,但钎焊的连接强度较低。
钎焊常用于连接强度要求不高、不同材料、接缝要求有一定气密性的构件的焊接,根据焊料的种类和熔点不同,钎焊分为硬钎焊和软钎焊两种。一般钳工操作最多的是软钎焊中的一种——锡焊。
2.锡焊工具
锡焊常用的工具是烙铁,有电烙铁和火烙铁两种。
电烙铁如图5-29所示,通过电阻丝将电能转变为热能,由纯铜棒传出进行加热焊接。电烙铁按其功率大小有20~500w多种,钳工加工用的电烙铁一般在150~500W,若功率过小,热量会不够,从而影响钎焊的质量。
火烙铁如图5-30所示,由烙铁头和铁柄组成,烙铁头用纯铜锻打而成,烙铁头的质量在0.125~1kg之间,火烙铁可用焦炭炉、电炉、煤气炉或氧炔焰等加热。有时为了使用方便,可将火烙铁固定在气焊焊炬上,这样可获得足够的热量,连续焊接较大的工件。(www.daowen.com)
3.焊料和焊剂
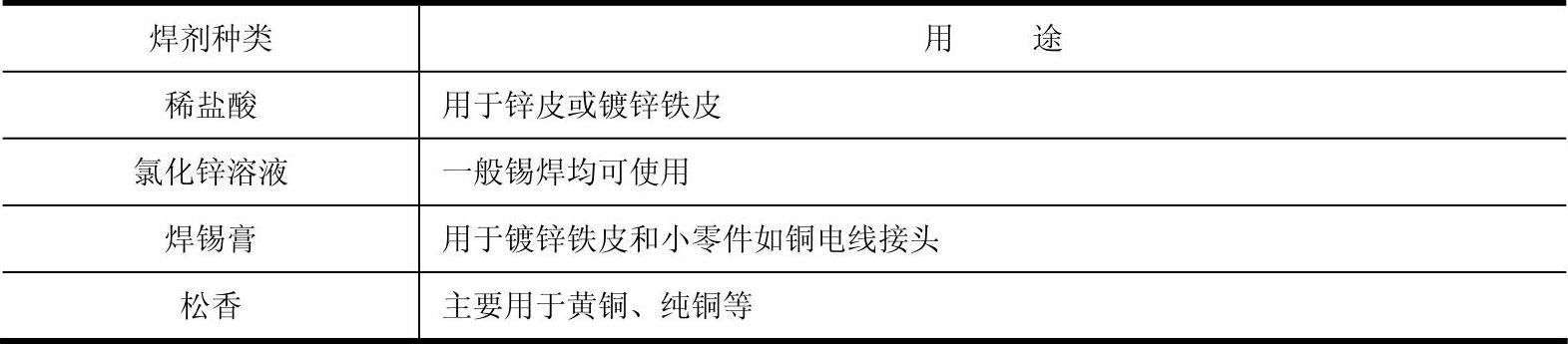
锡焊用的焊料叫焊锡,它是锡和铅的合金,熔化后用于粘接金属,一般焊锡的熔点在180~300℃之间。焊剂的作用是清除焊缝处的金属氧化膜,保护金属不受氧化,提高焊锡的粘附能力和流动性,增加焊接强度。锡焊时由于加热会使已清理的金属表面重新发生氧化,增加了焊接的困难,所以必须使用焊剂,常见的焊剂及用途见表5-11。

图5-29 电烙铁

图5-30 火烙铁
表5-11 常见的焊剂及用途
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







