1.铆接的原理及应用
铆接是通过铆钉连接两个或两个以上工件的方法。钳工常用的手工铆接,其原理如图5-23所示。将铆钉穿过工件一和工件二的铆钉孔,铆钉头放在顶模上,把压紧冲头有孔的一端套在铆钉杆上,锤击压紧冲头压紧工件;接着用锤子镦粗铆钉杆,初步打成铆合头(图5-23b、c),使铆钉杆的另一端发生局部塑性变形初步形成铆合头;最后用罩模正对着铆初步形成铆合头,用锤子击打罩模对其进行修整,使铆合头最终成型,实现工件的连接。
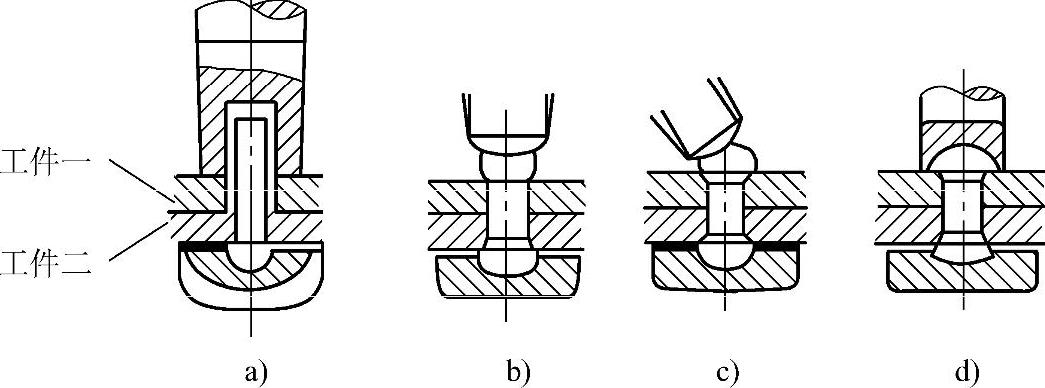
图5-23 铆接原理
a)压紧工件 b)镦粗铆钉杆 c)初步打成铆合头 d)铆合头成型
按使用要求不同,铆接可分为活动铆接和固定铆接。活动铆接也称铰链铆接,其结合部分可以相互转动,如剪刀、卡钳、划规等工具的铆接,都是活动铆接;固定铆接指的是结合部位固定不动的铆接,如飞机蒙皮的铆接等。
按铆接方法不同,铆接又可分为冷铆、热铆和混合铆。冷铆是指铆接时铆钉不需加热,直接镦出铆合头的方法。冷铆要求铆钉有较好的塑性,一般直径在8mm以下的钢制铆钉均可采用冷铆;热铆是指把整个铆钉加热到一定温度后再铆接的方法。铆钉加热后塑性提高,容易成形,并且在冷却后收缩,增加了结合强度。一般直径大于8mm的钢制铆钉常采用热铆。热铆时,应把铆钉孔直径扩大0.5~1mm,使铆钉加热后容易插入;混合铆是指只把铆钉的铆合头端部加热的方法。细长铆钉常采用混合铆,可以避免铆接时铆钉杆的弯曲变形。
铆接常见的结构形式有搭接、对接和角接三种,如图5-24所示。
由于铆接工作操作方便、工艺简单、连接可靠、热应力影响小,所以在桥梁、机车,船舶、飞机制造等方面都有较多的应用。
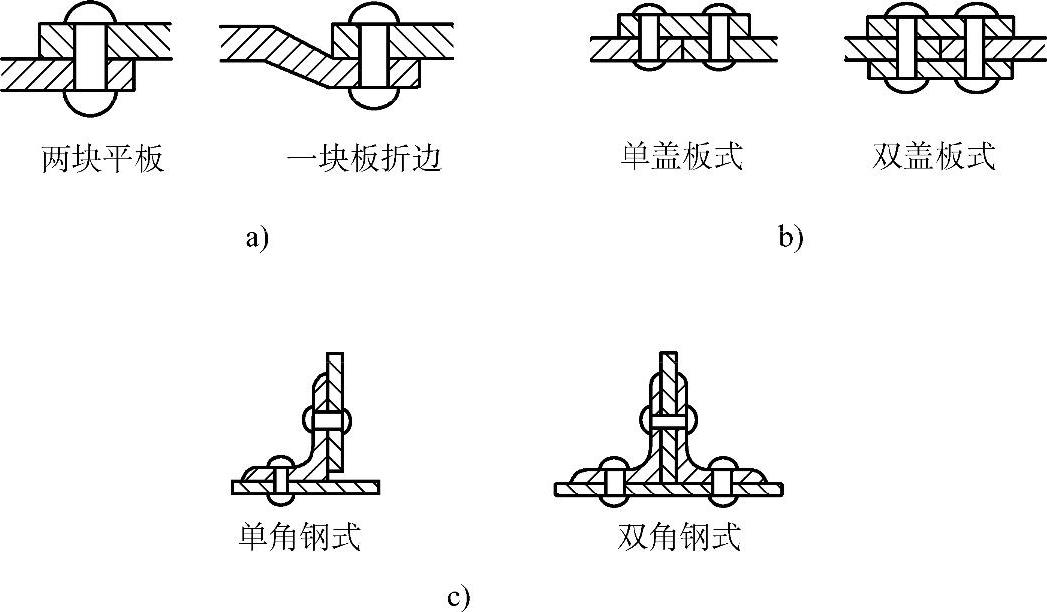
图5-24 铆接常见的结构形式
a)搭接 b)对接 c)角接
2.铆钉
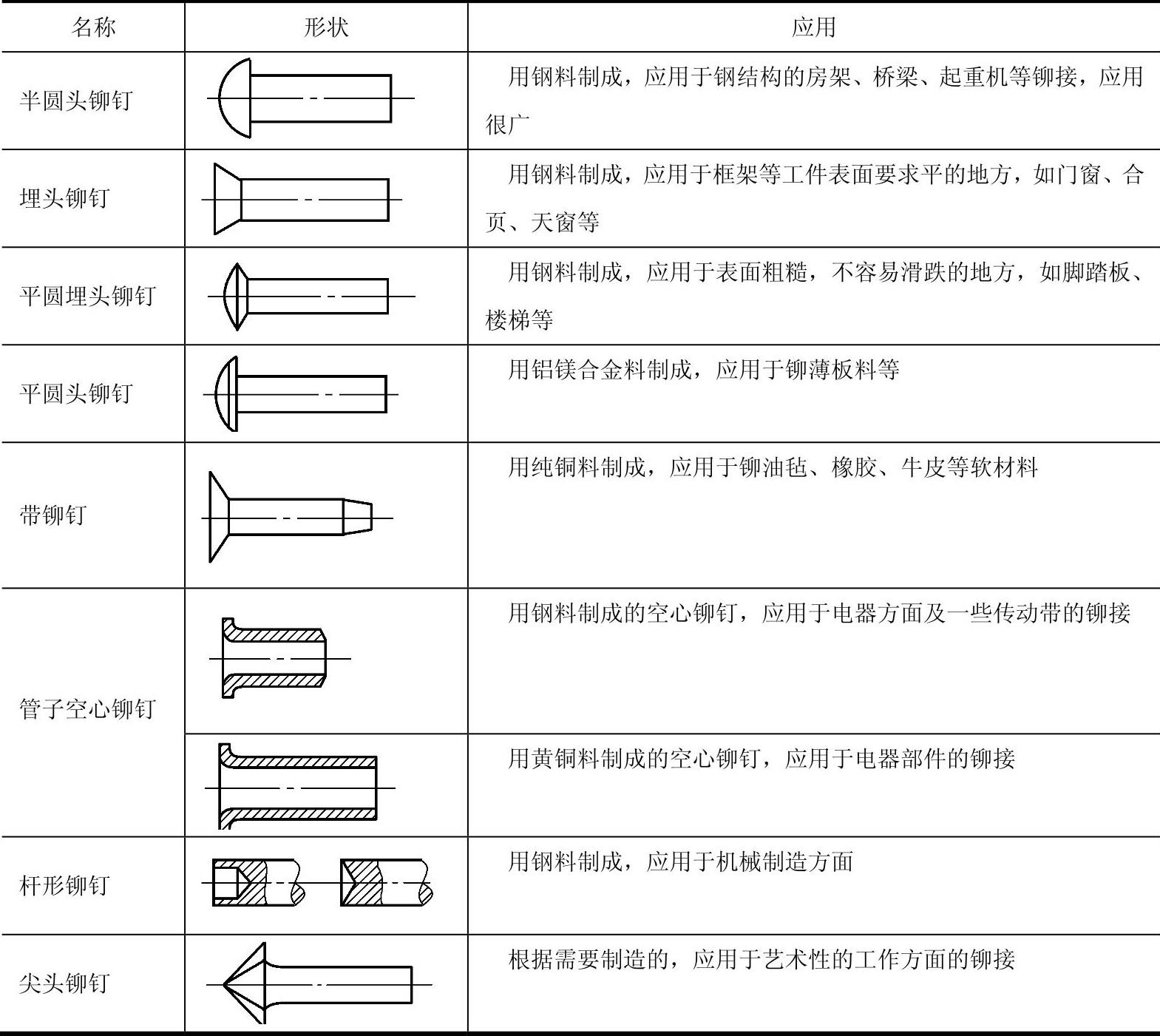
铆钉的种类很多,按其制造材料不同可分为钢质、铜质(纯铜和黄铜)、铝质铆钉等;按铆钉的形状分,常用的有半圆头、平头、沉头、半圆沉头、带铆钉、管状空心、杆状和尖头铆钉等,如表5-8所示。
表5-8 铆钉的种类及应用
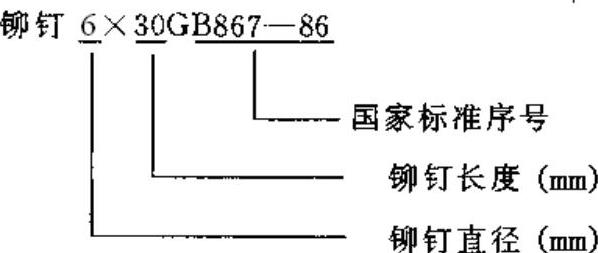
铆钉是标准件,其标识中一般要标出直径、长度和国家标准序号,例如直径6mm,长度为30mm的铆钉可标识为:
3.铆接工具
手工铆接工具除锤子外,还有压紧冲头、罩模、顶模和空心铆钉冲头等,如图5-25所示。压紧冲头用于将铆接板料相互压紧及贴合,当铆钉穿入铆钉孔内之后,将压紧冲头有孔的一端套在铆钉圆杆上,用锤子敲击冲头的另一端,使板料压紧,相互贴合;罩模和顶模的工作部分都是按半圆头铆钉的标准尺寸制成的半圆形的凹球面,顶模一般装在台虎钳上,在下部顶住铆钉头;罩模用来修整镦粗后的铆钉杆,利用其前端的凹球面做成铆合头,如图5-23d所示;空心铆钉冲头用于空心铆钉的铆接,先用前端为圆锥面的空心铆钉冲头塞入空心铆钉的中心孔中,利用锤子击打冲头后端,使空心铆钉杆发生局部塑性变形,再用前端为圆球面的空心铆钉冲头修整,最终形成铆合头,达到铆接的目的。
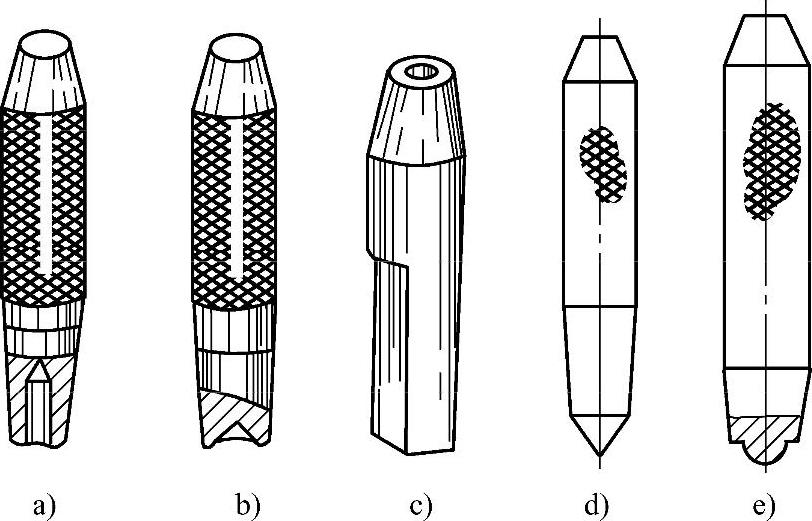
图5-25 常用的铆接工具
a)压紧冲头 b)罩模 c)顶模 d)、e)空心铆钉冲头
4.铆接结构尺寸的确定(https://www.daowen.com)
(1)铆钉直径的确定 铆钉直径和被连接板的最小厚度有关,一般取铆接板最小厚度的1.8倍,计算后参阅有关手册最终确定铆钉的直径。最小厚度可按以下原则确定:
①厚度接近的钢板与钢板搭接铆接时,为厚钢板的厚度,
②厚度相差较大的钢板相互铆接时,为较薄钢板的厚度,
③钢板与型钢铆接时,为两者的平均厚度。
(2)铆钉长度的确定 如果铆钉杆太长,在铆接时铆合头容易偏斜;铆钉杆太短,则做出的铆合头不完整,会降低铆接结构的坚固性。铆钉杆的长度可按下式计算后参阅有关手册确定:
①半圆头铆钉杆长度
②沉头铆钉杆长度
式中
d——铆钉直径(mm)。
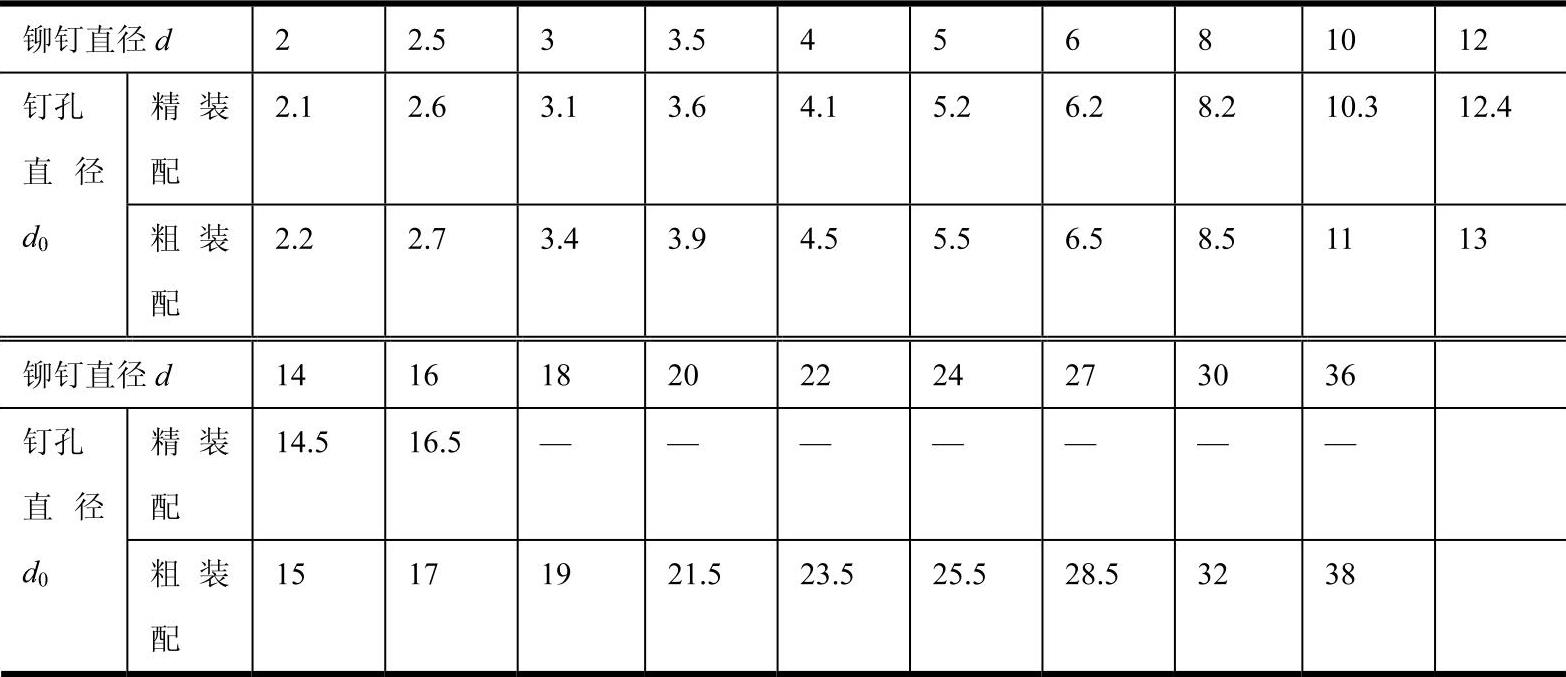
(3)铆钉孔的直径 铆接时,铆钉孔直径的大小应随着连接要求不同而有所变化。如孔径过小,使铆钉插入困难,强行插入会损坏孔壁;过大,则铆接时铆钉容易偏斜,孔内填不满,铆合后的工件容易松动。合适的通孔直径应按表5-9选取。
表5-9 铆钉孔的直径 (单位:mm)
(4)铆道和铆距铆道指的是铆钉的排列形式。根据铆接强度和密度的要求,铆钉的排列形式有单排,双排和多排等,如图5-26所示。
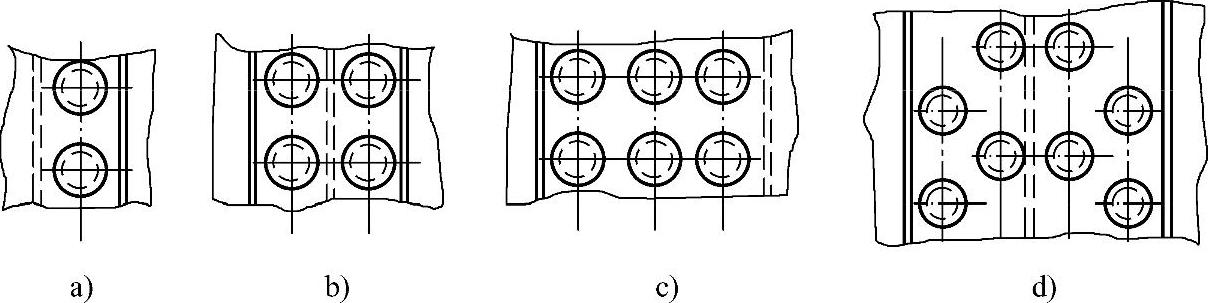
图5-26 铆道
a)单排 b)双排并列 c)多排并列 d)交错式
铆距是指铆钉间的距离或铆钉与铆接工件边缘的距离。铆接结构一般有三种失效情况:沿铆钉中心线被拉断;铆钉被剪切断裂;孔壁被铆钉压坏。因此,在结构和工艺上对铆距有如下规定:
①铆钉并列式排列时,铆钉距t≥3d(d为铆钉直径),即铆钉的中心距应等于或大于铆钉直径的3倍。
②铆钉交错式排列时,铆钉对角间的距离t≥3.5d。
③由铆钉中心到铆件边缘的距离(与铆钉孔是冲孔或钻孔有直接关系),钻孔时约为1.5d,冲孔时约为2.5d
④为保证板与板之间紧密贴合,两个铆钉中心的最大距离t≥8d或t≤12d(δ为被铆接构件的厚度)。对于中间的铆钉和刚性很大的构件连接,铆钉中心距离可以加大一些;对于受拉构件的连接可达到16d或24d,对于受压构件的连接可达到12d或16d。
⑤为了保证板边的紧密贴合,由铆钉中心到板边的最大距离应≤4d或≤8δ。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





