【摘要】:弯形加工只适用于加工塑性较好的材料。图5-17 在台虎钳上弯形a)弯较长工件直角的正确方法b)弯较长工件直角的错误方法c)弯较短工件直角的方法当工件较宽时,可在台虎钳上用角钢夹持,或将其一边用压板压紧在有T形槽的平板上,再在弯形处垫上木条,用力敲打木条,使其逐渐弯成直角,如图5-18所示。
1.弯形的原理及应用
将坯料弯成所需形状的加工方法称为弯形。根据弯形时工件温度的不同,弯形可以分为冷弯和热弯两种。常温下进行的弯形叫冷弯;当弯制较大直径的棒料和管料工件以及厚度大于5mm的板料时,常需要加热工件后再弯形,这种方法叫热弯。
弯形加工只适用于加工塑性较好的材料。弯形工件表面金属变形严重,容易出现拉裂或压裂现象,为了防止弯形件拉裂或压裂,必须使工件的弯形半径大于导致材料开裂的临界弯形半径——最小弯形半径,其值由试验确定。
材料弯形过程中除了塑性变形外还有弹性变形存在,卸载后弯形角度和弯形半径会发生变化,这种现象叫回弹。为防止回弹带来的误差,保证弯形结构的尺寸,工件在弯形过程中应多弯一些。
2.直角的弯形
当工件形状简单、尺寸不大时,可在台虎钳上直接弯制。弯形前,先在弯曲部位划好线,装夹工件时线与钳口(或衬铁)对齐,夹紧要牢固、可靠,但不能将工件夹变形,然后用木锤敲打到直角即可。
弯形力一定要加在变形位置上,当变形线以上部分较长时(图5-17a),可用左手压住材料上部,用木锤在靠近弯曲部位的全长上轻轻敲打,这样可以避免锤击时板料发生弹跳;当弯形线上部材料较短时(图5-17c),可使用硬木块垫在弯曲处再敲打,直至将板料弯成直角。(www.daowen.com)
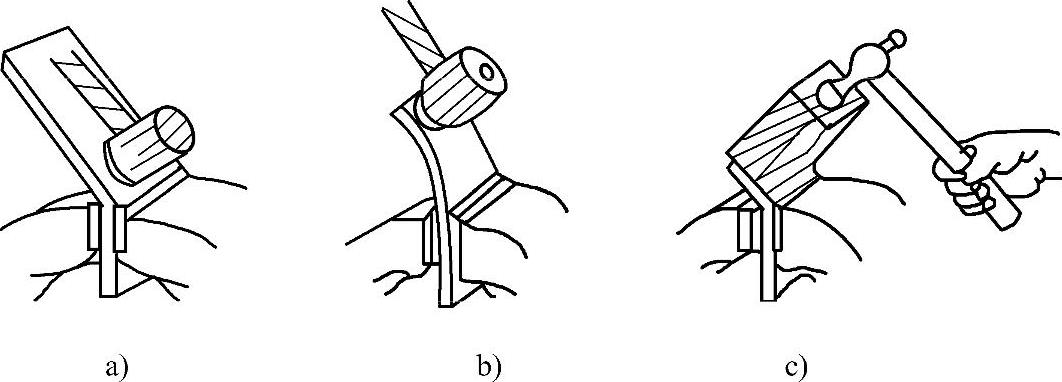
图5-17 在台虎钳上弯形
a)弯较长工件直角的正确方法b)弯较长工件直角的错误方法c)弯较短工件直角的方法
当工件较宽时,可在台虎钳上用角钢夹持,或将其一边用压板压紧在有T形槽的平板上,再在弯形处垫上木条,用力敲打木条,使其逐渐弯成直角,如图5-18所示。
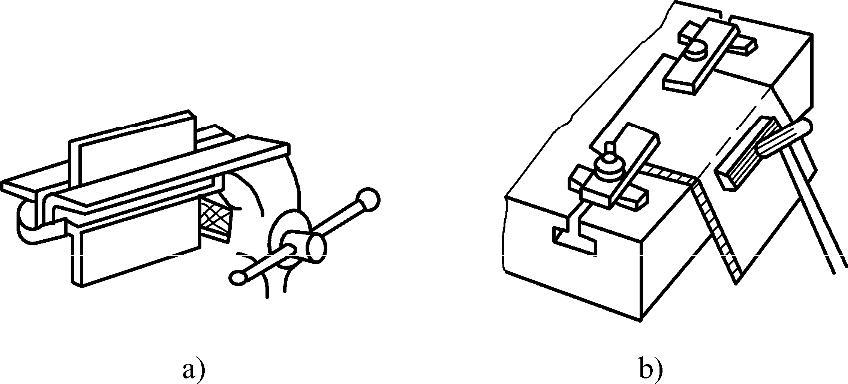
图5-18 较宽板料的装夹方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关钳工工艺与技能训练的文章





