1.准备工作
在矫正前,应完成如下准备工作:
1)根据材料的特性准备合适的矫正工具。
2)准备平板、金属直尺等检验工具。
3)锉平工件边缘,去毛刺,倒圆角。
2.矫正
(1)矫正把手坯料 把手坯料是一个细长条,这类坯料易发生扭曲变形,可采用扭转法进行矫正,如图5-12a所示。当细长条料在厚度方向上发生弯曲时,可采用扳直法将条料扳直,如图5-12b所示。考虑到材料的弹性变形,无论是采用扭转法还是扳直法,都应将材料在其变形的反方向上变形稍微过量,待其弹性变形恢复后,即可得到一个平直的细长条料。

图5-12 把手坯料的矫正
a)扭转法 b)扳直法
(2)矫正盒盖坯料 盒盖坯料是一块面积较大的薄板,可采用延展法矫正,根据板料不同的变形情况,锤击薄板的不同部位,达到矫正的目的。常见的板料变形情况及处理方法有以下几种:
①板料中凸。板料中间凸起是由于变形后中间材料变薄引起的,因此若直接锤击凸起部分,材料会变得更薄,不但不能矫正,反而会使凸起变得更严重。矫正此类板料时,应在板料的边缘适当地加以延展,如图5-13a所示,锤击板料边缘,从外到里锤击力应逐渐由重到轻,锤击点由密到稀,这样可以减小板料四周边缘的厚度,板料边缘的厚度和凸起部位的厚度越趋近则板料越平整。当板料中间不止一个凸起时,可先锤击凸起的交界处,使几处凸起合并成一处,然后再用上述方法矫正。
②板料四周呈波纹状。这是由于板料四边变薄伸长造成的。矫正时,应由四周向中间锤打,密度逐渐变密,力量逐渐增大,如图5-13b所示。经过反复多次锤打,使板料达到平整。
③板料对角挠曲。板料发生对角挠曲时,应沿另外没有挠曲的对角线方向锤击使其延展而矫正,如图5-13c所示。(https://www.daowen.com)

图5-13 矫正的方法
操作提示:
1)板料表面质量要求较高时,应使用木锤、橡胶锤等软锤矫平。
2)对于铜箔、铝箔等薄而软的材料,可用平整的木块在平板上推压材料的表面,使其逐渐平整,也可用木锤或橡胶锤锤击,如图5-14所示。
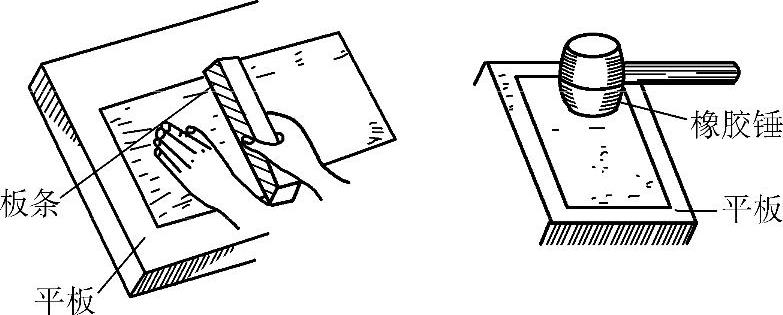
图5-14 薄而软的板料矫平
3.检验
板料矫正后可借助平板检验,观察其与平板的贴合情况;也可用金属直尺检验,要求较高的平板可用百分表检验。
4.质量问题及原因分析
矫正时常见的质量问题及其产生的原因见表5-4。
表5-4 矫正时常见的质量问题及其产生的原因

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




