【摘要】:对于需要弯形加工的薄板件,下料前首先要准确计算出所需板料的尺寸。图5-6 弯形前后板料的变形a)弯形前 b)弯形后由于中性层长度在板料弯形前后不发生改变,因此我们可以利用中性层的长度确定板料毛坯的长度。需要注意的是,中性层并不等于中间层,一般情况下中性层不在板料的正中,而是偏向内层材料一边。表5-3 弯曲中性层位置系数x0图5-7所示为几种常见的弯形形式。因此在成批生产时,可用试验的方法确定坯料的长度,以免造成浪费。
对于需要弯形加工的薄板件,下料前首先要准确计算出所需板料的尺寸。如图5-6所示,弯形前后板料各层金属发生的变形是不一样的,其外层金属被拉长(如d—d和e—e),内层金属被压短(如a—a和b—b),板料中间有一层金属(c—c)长度不变,称为中性层。
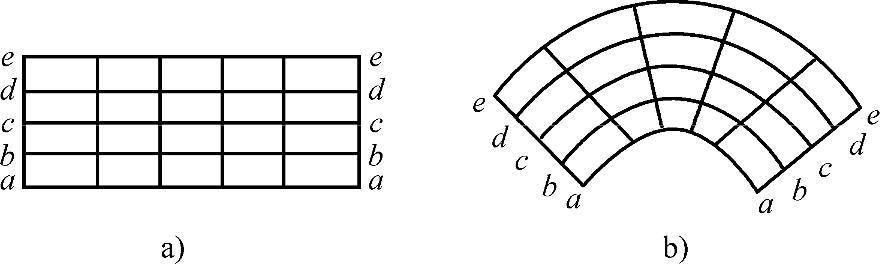
图5-6 弯形前后板料的变形
a)弯形前 b)弯形后
由于中性层长度在板料弯形前后不发生改变,因此我们可以利用中性层的长度确定板料毛坯的长度。需要注意的是,中性层并不等于中间层,一般情况下中性层不在板料的正中,而是偏向内层材料一边。实验证明,中性层的实际位置与材料的弯曲半径r和材料的厚度t有关,弯形的情况不同,中性层的位置也不同。为此,在计算弯曲部分中性层长度时,需要引入弯曲中性层位置系数x0,见表5-3。从表中可以看出,当弯形半径r/t≥16时,中性层在材料厚度的中间(材料的中间层即中性层)。一般情况下,为简化计算,当r/t≥8时,可取x0=0.5进行计算。
表5-3 弯曲中性层位置系数x0

图5-7所示为几种常见的弯形形式。其圆弧部分的长度可按下式计算:
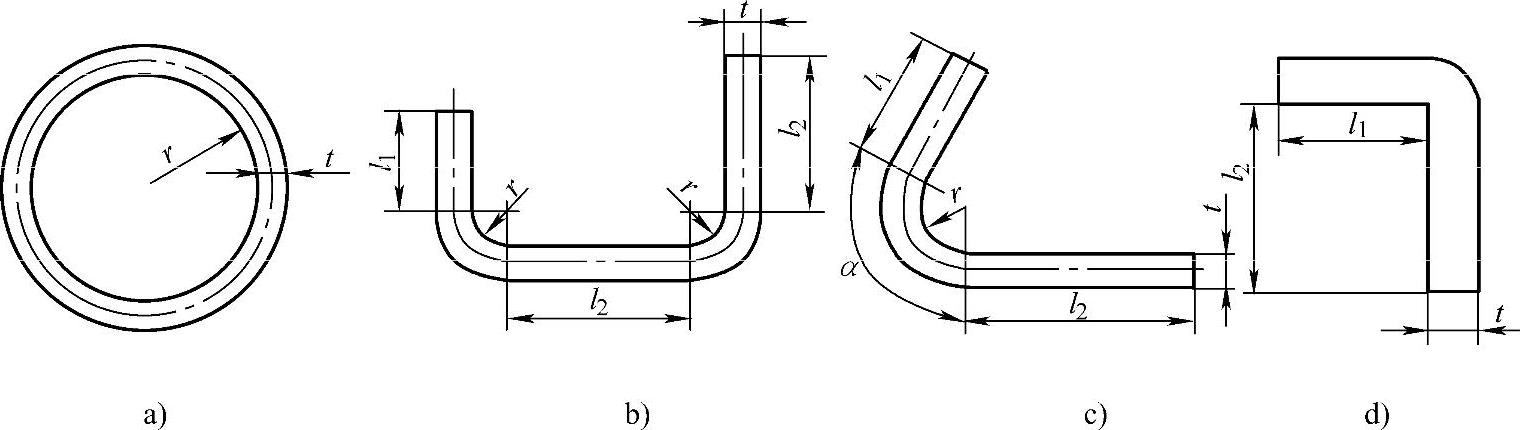
图5-7 常见的弯形形式(www.daowen.com)
A=π(r+x0t)α180°
式中 A——圆弧部分中性层长度(mm);
r——内弯形半径(mm);
x0——中性层位置系数;
t——材料厚度(mm);
α——弯形角(º)。
当内层金属被弯成不带圆弧的直角时(图5-7d),其弯形部分长度一般采用经验公式A=0.5t确定。
由于材料本身性质的差异和弯曲技术、方法的不同,理论计算结果和实际需要长度会出现误差。因此在成批生产时,可用试验的方法确定坯料的长度,以免造成浪费。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





