
1.准备工作
在锉削前,应完成如下准备工作:
1)仔细对比加工图样和毛坯上的加工线,对本次工作要锉削的表面作到心中有数。
2)准备锉、钢丝刷、软钳口及毛刷等工具。千分尺、游标卡尺、刀口形直尺、塞尺、角度样板、圆弧样板等量具。
3)检查锉,没有锉柄的锉和锉柄开裂的锉不能使用,避免发生安全事故。
4)工件装夹稳定,锉削面不要离钳口太远,以免锉削时产生振动。
2.确定锉削顺序
可按图4-22所标的顺序进行锉削,先锉较大的、表面较粗糙的平面,再锉较小的平面,最后锉倒角和倒圆。
3.锉削
(1)锉削的姿势 在台钳前要站立自然,身体重心放在左脚上,伸直右膝,脚始终站稳不移动,左膝随锉削时的往复运动而屈伸。两肩自然放松,前胸和手臂要有推压感。右手运锉不能与身体摩擦相碰,压力要随锉推动而逐渐增加,左手的压力随锉的推动而逐渐减小,回程时不加压力,以减少锉齿的磨损。锉削过程的分解动作如图4-23所示。
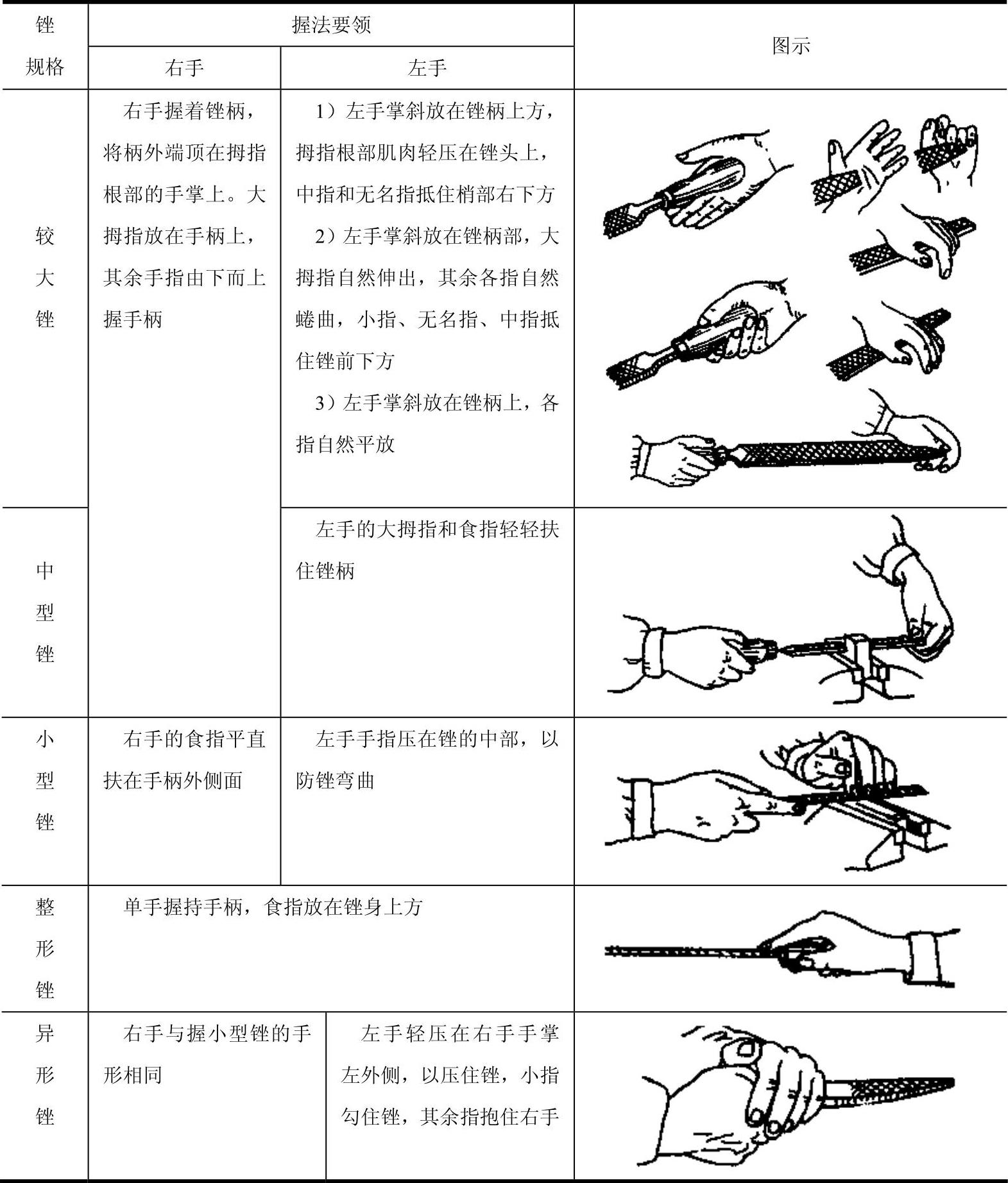
(2)锉的握法 常用锉的握法见表4-14。
(3)锉削的方法
1)锉削平面1和平面2。这两个平面是经錾削加工过的,平面度和表面粗糙度较差,选用300mm的粗齿扁锉先锉平錾削痕迹,然后用250mm的细齿扁锉采用顺向锉的方法将其锉至图样要求。
锉平面时,常用的锉削方法有顺向锉、交叉锉和推锉三种,如图4-24所示。
顺向锉是最普通的锉削方法,顺向锉可得到正直的锉痕,比较整齐美观,常用于锉削不大的平面和最后修光。
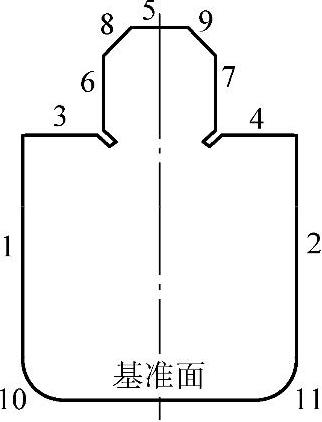
图4-22 锉削的顺序
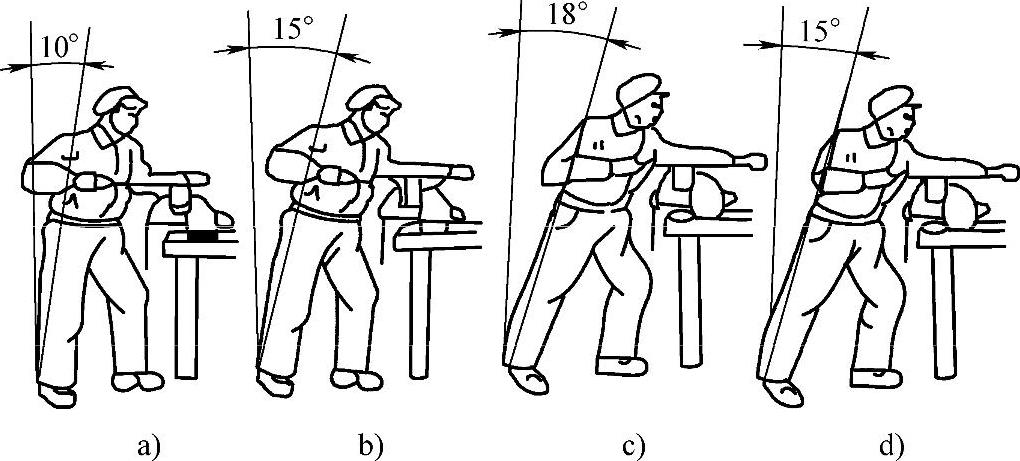
图4-23 锉削过程的分解动作
a)准备 b)动作一(前1/3行程) c)动作二(中1/3行程) d)动作三(后1/3行程)
交叉锉运动方向与工件夹持方向约呈35º,且锉痕交叉。交叉锉时锉与工件的接触面较大,锉容易掌握平稳,锉出的平面较为准确,一般适用于粗锉。交叉锉进行到平面将要锉削完成前要改为顺向锉,使锉痕变得平直并修光表面。
推锉是用两手横握锉,拇指抵住锉侧面,沿工件表面平稳地推拉锉。推锉—般用来锉削狭长平面,或使用顺向锉受阻时采用。推锉时的运动方向不是锉齿的切削方向,且不能充分发挥手臂的力量,故锉削效率不高,只适用于加工余量较小和修整尺寸的场合。
操作提示:
1)锉削是精加工,也是凸形块的最后一道工序,为避免造成废品,锉削过程中必须时刻注意划线的位置,经常检测被加工表面的平行度、平面度、垂直度和线轮廓度等,以便及时修正。
2)测量时要先将工件倒锐边,去毛刺,保证测量的准确性。
3)不允许用嘴吹锉屑,避免锉屑飞入眼中,也不能用手擦摸锉削表面。
4)锉柄不允许露在钳桌外面,以免掉落地上砸伤脚或损坏锉刀。锉削时锉柄不能撞击到工件,以免锉柄脱落造成事故。
5)锉削速度不可太快或太慢:速度太快,容易疲劳和磨钝锉齿;速度太慢,效率不高。一般每分钟30~60次左右为宜。(www.daowen.com)
2)锉削平面3、平面4和平面5。平面3和平面4是锯削过的平面,平面度和表面粗糙度相对较好,可直接用细齿锉锉削,但应注意这两个平面较小,同时在锉削时不能影响平面6和平面7,因此可选择中型的三角锉顺向锉削。平面5与平面3、平面4平行,可在一次装夹中锉削完成。
表4-14 常用锉的握法
3)锉削平面6和平面7。锉削方法同锉削平面3和平面4,注意工件装夹时应在被锉表面的下方垫上垫块,以保证锉削过程中工件的稳定。
4)锉削倒角8和倒角9。可先锯去大部分材料,然后锉削至图样要求。
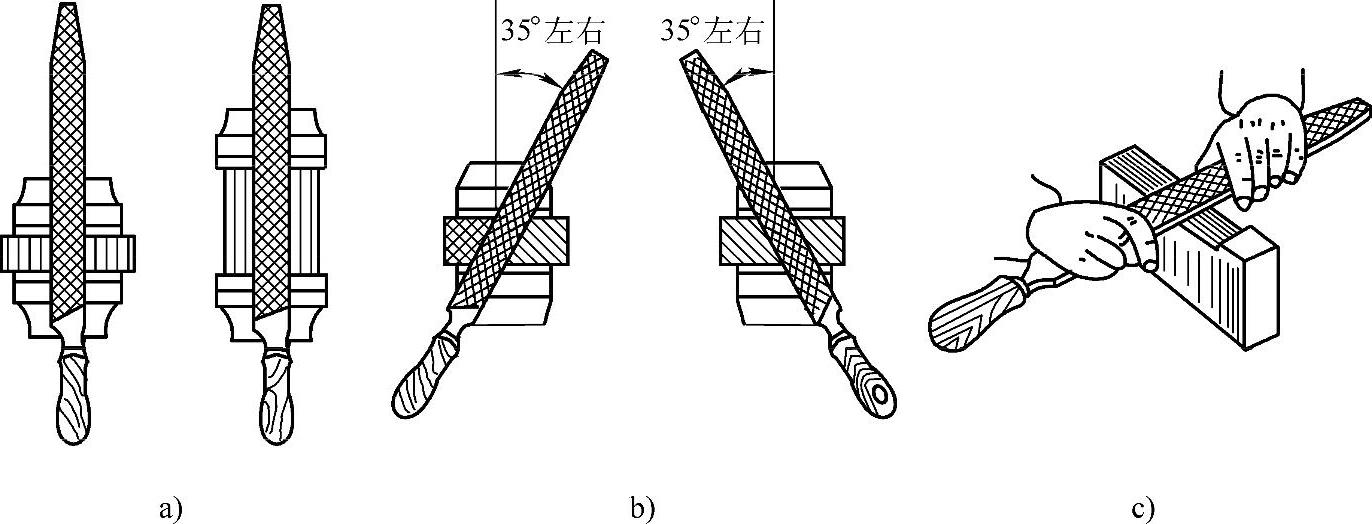
图4-24 锉平面的方法
a)顺向锉 b)交叉锉 c)推锉
5)锉削圆角10和圆角11。加工类似圆角的外圆弧面时,可先使用正对着圆弧面锉削,如图4-25a所示。锉主要沿着圆弧的轴线方向运动,同时绕圆弧面的中心作圆弧摆动。这种方法锉削效率高,但只能锉成近似圆弧面的多棱面,适用于粗加工。
当锉去大部分余量后,采用平锉顺着圆弧表面的锉削方法,如图4-25b所示。锉作前进运动的同时绕工件的中心作上下摆动,右手下压的同时左手上提。这种方法能得到较光滑的圆弧面,但效率不高,适用于精锉外圆弧面。
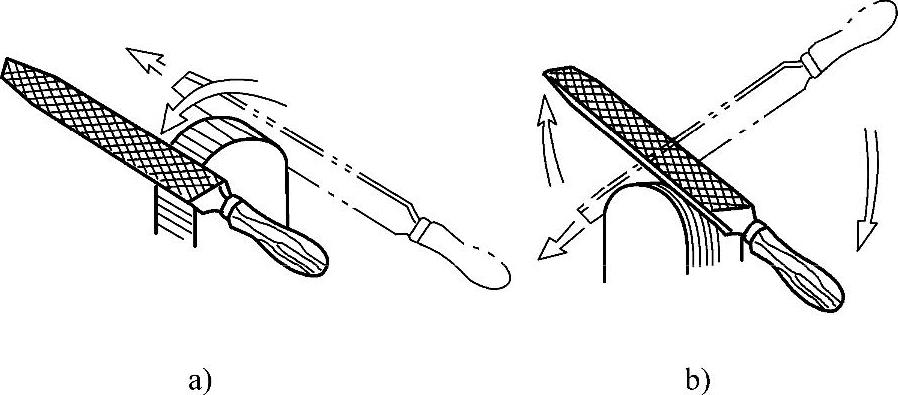
图4-25 锉外圆弧面
a)横向滚锉 b)顺向滚锉
知识链接:
其他常见表面的锉削
1.内圆弧面的锉削
内圆弧面锉削要采用圆锉、半圆锉。锉削时,锉刀要同时完成三个运动:轴向前进运动、顺圆弧面向左或向右移动、绕锉刀轴线转动,如图4-26所示。只有三个运动协调一致,才能使锉工作面沿圆弧方向作锉削运动,从而锉好内圆弧面。
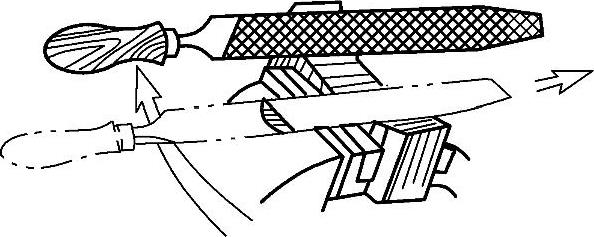
图4-26 内圆弧面的锉削
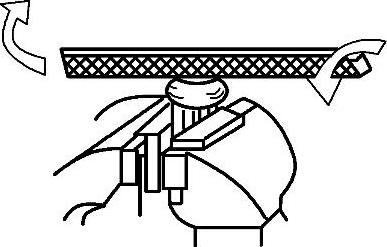
图4-27 球面的锉削
2.锉圆球面
球面锉削是指锉完成外圆弧面锉削复合运动的同时,还必须环绕球中心作周向摆动,如图4-27所示。
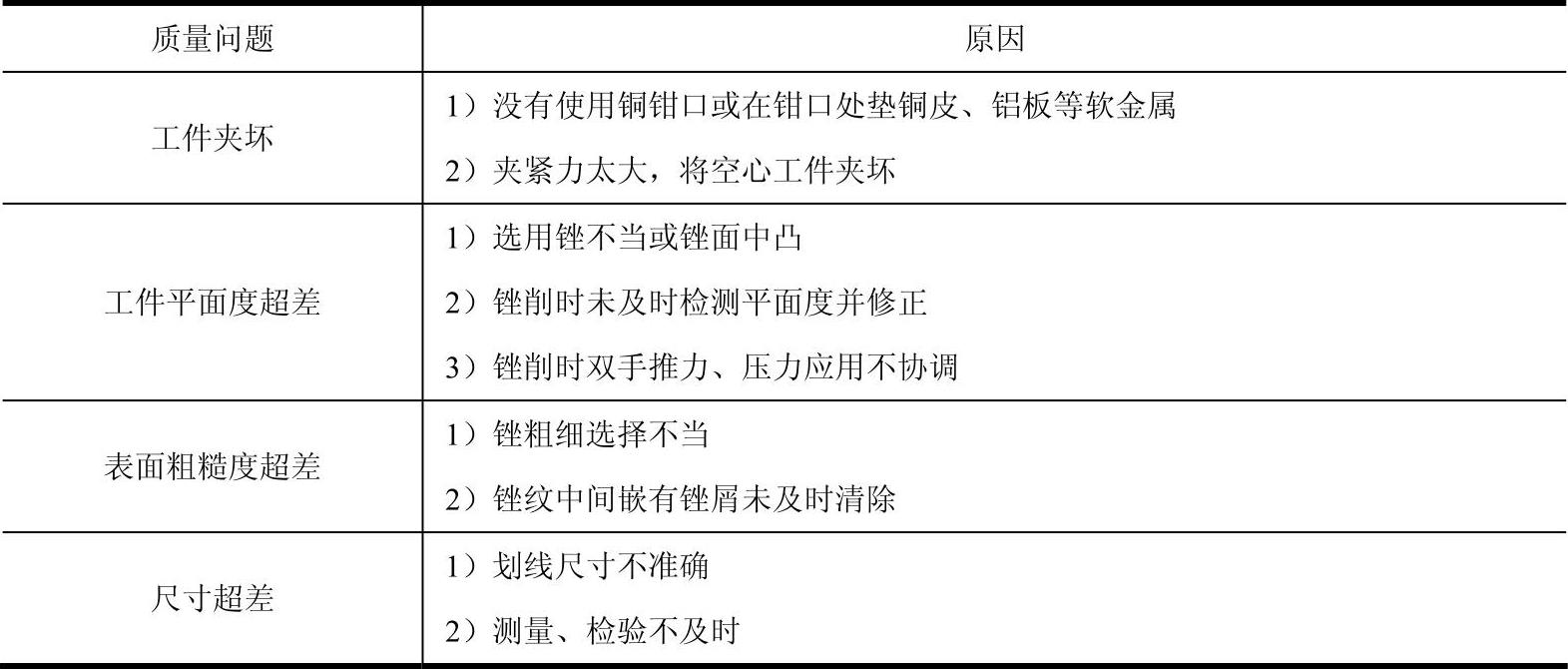
4.质量问题及原因分析
锉削时常见的质量问题及其产生的原因见表4-15。
表4-15 锉削时常见的质量问题及产生的原因
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




