1.锉削的工艺范围及应用
用锉对工件表面进行切削加工,使其尺寸、形状、位置和表面粗糙度等都达到要求的加工方法叫锉削。锉削是一种较高精度的加工,其精度可达到0.01mm,表面粗糙度值可达Ra0.8μm。其工艺范围较广,如图4-19所示,利用不同的锉,它可加工工件的内外平面、内外曲面、内外角、沟槽和各种复杂形状的表面,还可在装配中修整工件。
2.锉的结构
锉由锉身和锉柄两部分组成。锉柄分木柄和塑料柄两种;锉身一般由高碳工具钢T13或T12制成,其各部分名称如图4-20所示。
锉面是锉削的主要表面,其上有无数个锉齿,每个锉齿就相当于一把錾子,便于对材料进行锉削。齿纹是锉齿排列的形式或图案,锉的齿纹有两种:单齿纹和双齿纹。如图4-21所示。单齿纹锉上只有一个方向上的齿纹,全齿宽同时参与切削,需要的切削力较大,锉削时比较费力,并且容易被锉屑塞满,因此适用于锉削软材料;双齿纹锉上有两个交叉方向排列的齿纹,锉屑易碎断,锉不易被锉屑塞满,锉削时也比较省力,同时由于锉痕交错面不重叠,使锉削表面比较光滑,锉齿耐用度也较高,适用于锉削硬材料。
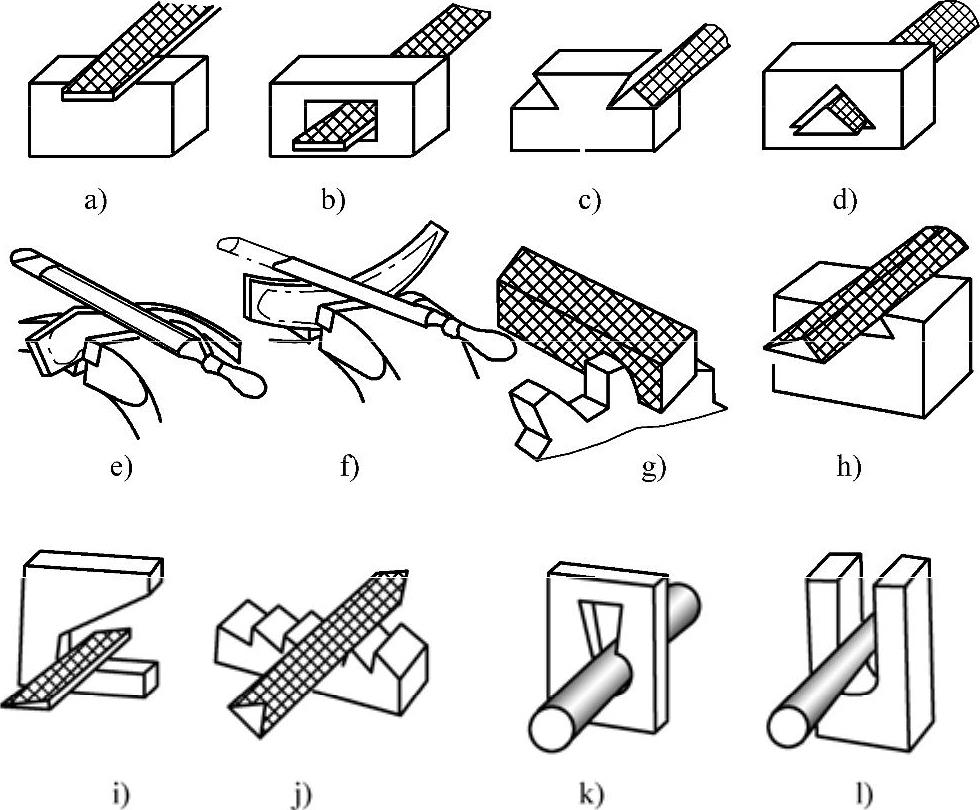
图4-19 锉削的工艺范围
a)锉外平面 b)锉内平面 c)锉燕尾面 d)锉内三角 e)锉外曲面 f)锉内曲面 g)锉楔角 h)锉内角 i)锉交角 j)锉锯齿面 k)锉圆孔 l)锉圆弧面
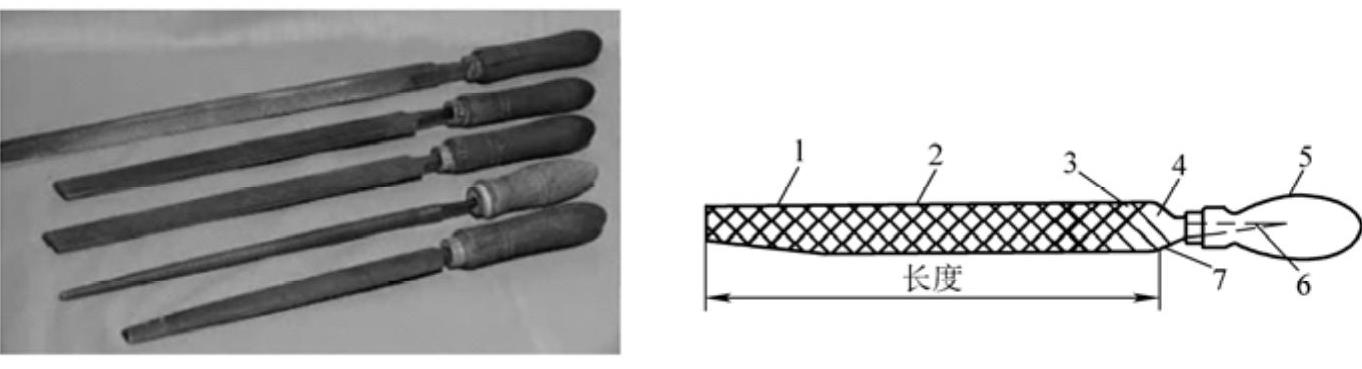
图4-20 锉
1—锉面 2—锉边 3—底齿 4—锉尾 5—木柄 6—锉舌 7—面齿
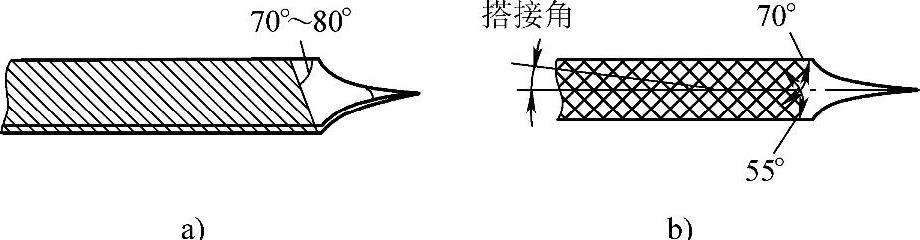
图4-21 锉的齿纹
a)单齿纹 b)双齿纹
锉边指锉的两个侧面,有的锉其锉边也有齿,可以锉削台阶面。有的没有齿,没有齿的一边叫光边,它可使锉在锉削内直角的一个面时,不会碰伤另一相邻的面。锉舌用于安装锉柄。
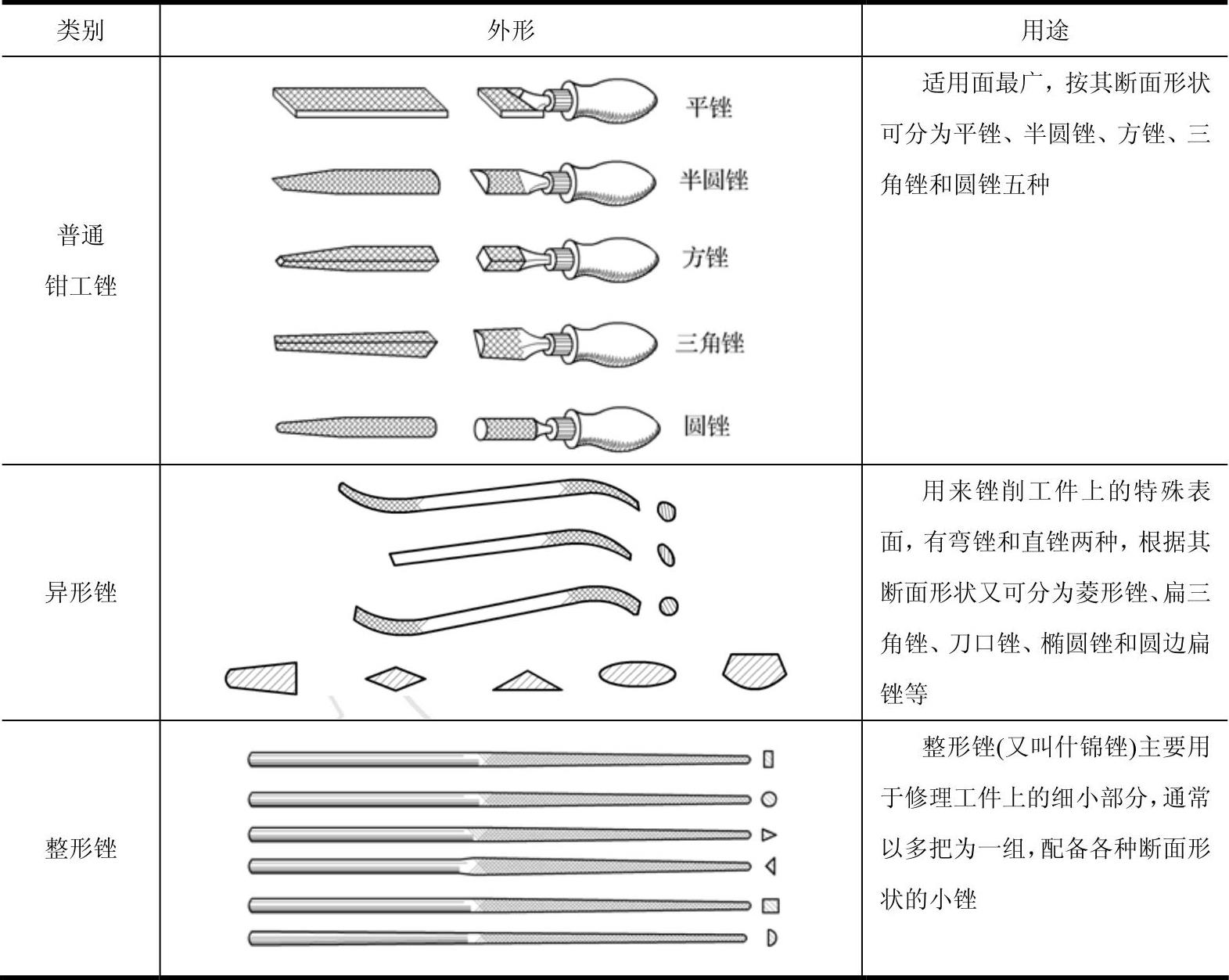
3.锉的种类
一般钳工所用的锉按其用途不同,可分为普通钳工锉、异形锉和整形锉(什锦锉)三类,具体情况如表4-12所示。
4.锉的规格
GB/T5809—2003规定,锉的规格分尺寸规格和齿纹的粗细规格两种。
表4-12 锉的种类及用途(www.daowen.com)
(1)尺寸规格 不同的锉尺寸规格用不同的参数表示。方锉的尺寸规格以其边长表示,圆锉的尺寸规格以其直径表示,其他锉则以锉身长度表示其尺寸规格。钳工常用的锉有100mm、125mm、150mm、200mm、250mm、300mm、350mm等几种。
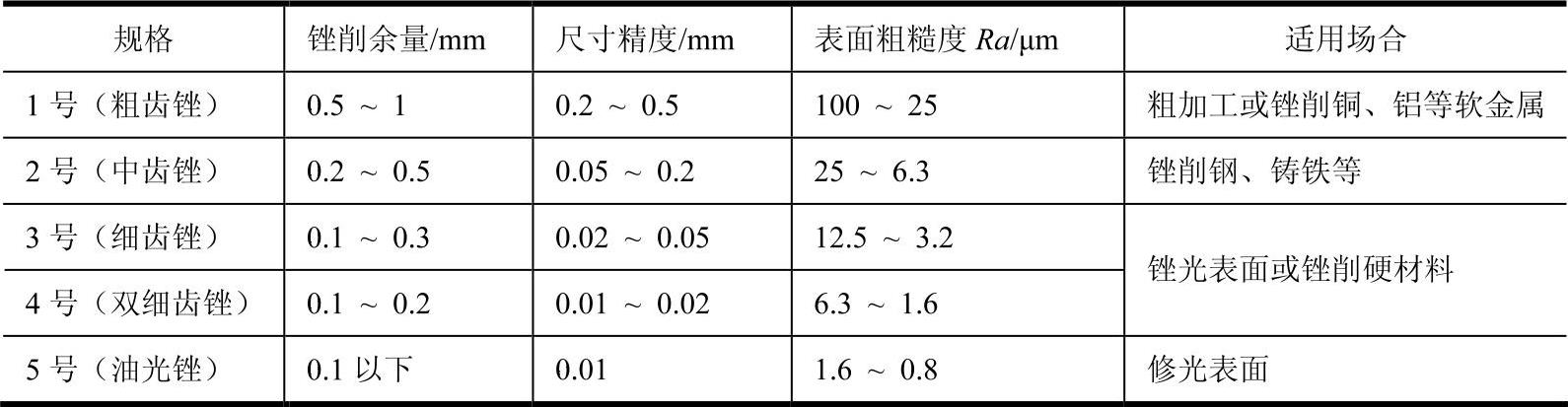
(2)粗细规格 锉的粗细规格,以锉每10mm轴向长度内主锉纹的条数表示。主锉纹指锉上起主要切削作用的齿纹,而另一个方向上起分屑作用的齿纹称为辅齿纹。锉按其齿纹的粗细可分为粗齿锉、中齿锉、细齿锉、双细齿锉和油光锉。各类型锉能够达到的精度和适用场合见表4-13。
表4-13 锉粗细规格
5.锉的选择
选择合适的锉是完成锉削任务的第一步,锉选择不合适,不但会浪费工时、损坏工件,而且会损坏锉,甚至造成安全事故。因此,必须正确选择锉。选择锉一般应遵循下列原则:
(1)根据加工表面的形状选择锉截面的形状 不同的加工平面要选择不同截面形状的锉。例如选择扁锉锉平面,三角锉锉燕尾槽、内三角孔,圆锉锉圆孔、半圆弧等,如图4-19所示。
(2)根据加工工件的大小选择锉的尺寸规格 选择锉尺寸规格主要是按工件锉削面的大小、长短和加工余量的大小来确定。加工面的尺寸较大、加工余量也较大时,应选用较长锉;反之,则选用较短的锉。若加工面大而锉小,锉削时锉左右平移量大,则加工表面不易锉平;加工面小而锉大时,则易造成锉面塌边、塌角现象。
(3)锉粗细规格的选择 锉粗细的选择主要取决于加工余量、加工精度、加工表面粗糙度要求以及工件材料等。粗锉适用于锉削软金属、加工余量大、加工精度低、表面粗糙度大的工件。细锉则适用于加工余量小、精度等级高和表面粗糙度值要求小的工件。具体选择时可参照表4-13。
6.锉的正确使用和保养
为了延长锉的使用寿命,必须遵循以下规则:
1)不准用新锉锉硬金属和淬火材料;细锉不允许锉软金属。
2)对有硬皮或氧化皮的锻件和铸件,需将硬皮或氧化皮去掉后,才可用半锋利的锉锉削。
3)新锉先使用一面,当该面磨钝后,再用另一面。因为锉容易生锈,两面同时用则缩短了其使用寿命。
4)锉削时,要经常用钢丝刷清除锉齿上的切屑,以免影响锉削质量。锉削后,也要用钢丝刷清除锉齿上的切屑,防止锉生锈腐蚀。
5)使用锉时不宜速度过快,否则,容易过早磨损;使用整形锉,用力不宜过大,以免折断。
6)使用锉要避免沾水、油和其他脏物。
7)锉不宜与其他工具堆放在一起,不能敲击工件,以防锉折断。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




