1.准备工作
在锯削前,应完成如下准备工作:
1)仔细对比加工图样和毛坯上的加工线,对本次工作要锯削的表面要心中有数。
2)选择锯条并按要求装好。
3)装夹工件,将锯缝位置坚直向下装夹,便于操作。锯缝距离钳口约15mm,过长则工件易发生振动,过短则锯弓与台虎钳相互干涉,操作不便。
2.锯削凸形块上方两侧多余材料
(1)站立姿势 锯削时的站立姿势如图4-16所示,操作者应站立在台虎钳左侧,左脚在前,与台虎钳中线约成30º角,右脚在后,与台虎钳中线约成75º角,两脚距离约300mm。身体与台虎钳中线约成45º角,工作时,眼睛应盯着锯缝位置。
(2)手锯的握法 常用的手锯的握法是右手满握锯弓手柄,左手轻扶在锯弓前端。如图4-17所示。
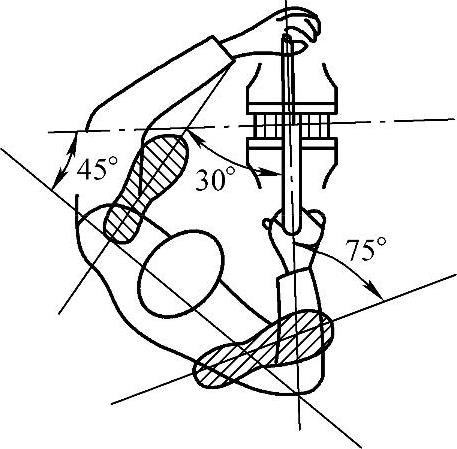
图4-16 锯削站立姿势
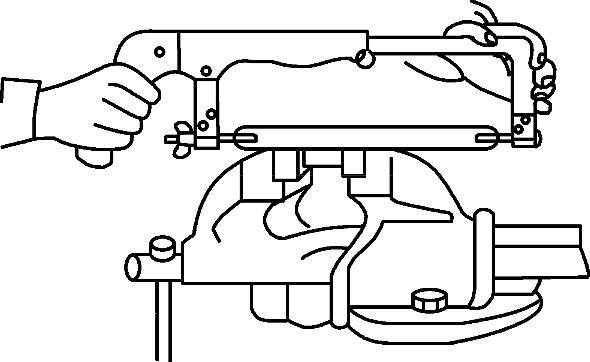
图4-17 手锯的握法
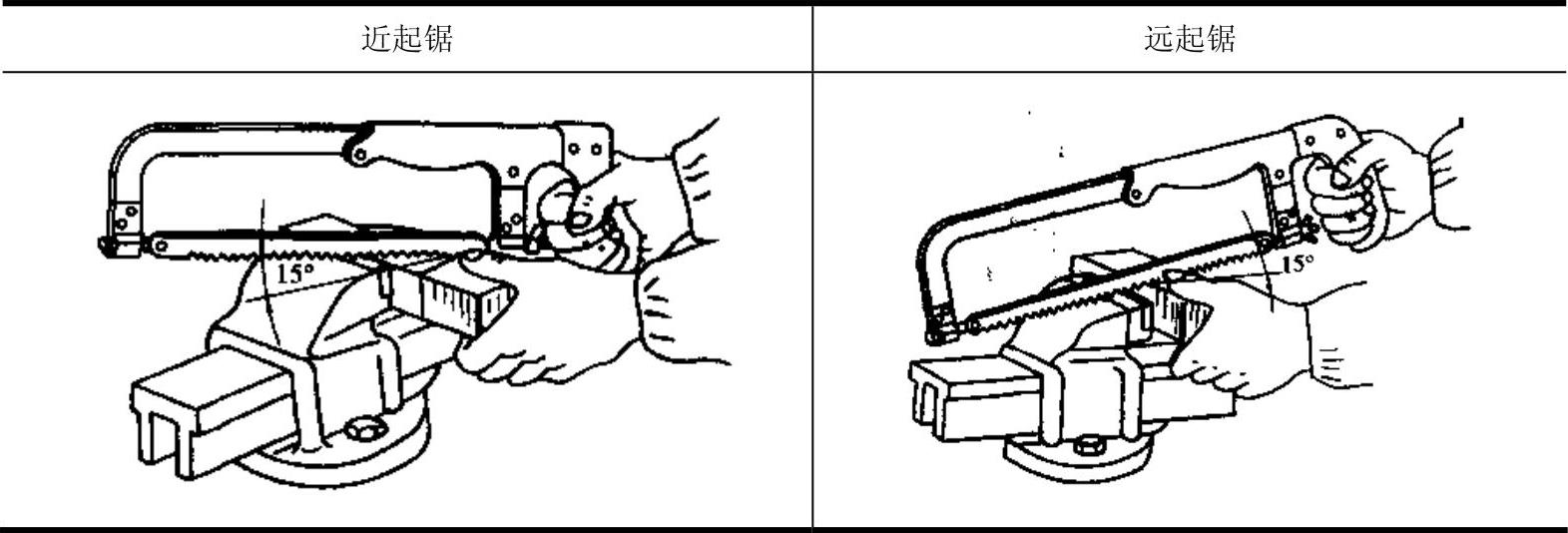
(3)起锯的方法 起锯的方法有近起锯和远起锯两种方法,见表4-10。
表4-10 起锯的方法
(4)锯削的方法 沿锯削线起锯后即可开始正常锯削,正常锯削时应尽量使锯条的所有有效齿在每次行程中都参加切削,以提高锯条的使用寿命。一个完整的锯削行程包括推锯和回程两个行程:(www.daowen.com)
操作提示:
1)一般情况下选用远起锯为好,避免锯齿突然切入较深的材料,被工件棱边卡住甚至崩断。
2)起锯角要小些,一般不超过15º。
3)起锯时用左手姆指顶住锯条,锯条行程要短,压力要小,速度要慢,以免锯条偏移,划伤工件。
推锯是锯削的切削行程,此时左手所加压力不要太大,主要起扶正锯弓的作用,推力和压力主要由右手控制。手锯推进时,身体略向前倾,左手上翘,右手下压;回程时不切削,右手微微抬起,左手自然跟回即可。回程主要目的是使锯条恢复原来位置,为下一次推锯作准备。
锯削速度以20~40次/min为宜。锯削硬材料时慢些,锯削软材料时快些。
操作提示:
1)初学者可在划线外侧相距约1mm处加划平行线,沿该平行线锯,锯削过程中要时时观察,避免锯缝歪斜。
2)锯削过程中要及时排去锯缝中的切屑。同时可向锯缝中刷一些润滑油,提高锯削效率和延长锯条寿命。
3)锯完一边后,松开台虎钳,将工件旋转90º后重新装夹,始终保持坚直向下,这样便于操作。
4)工件将要锯断时压力要小,同时左手扶住将断开的部分,避免材料落下砸伤脚。
5)两条锯缝相交处可锯出洁角,便于清除多余材料。
6)锯削完成后,要将锯弓上的蝶形螺母适当放松,并妥善保管。
3.质量问题及原因分析
锯削时常见的质量问题及其产生的原因见表4-11。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




