1.准备工作
在錾削前,应完成如下准备工作:
1)仔细对比加工图样要求和毛坯上的加工线,对本次工作要錾削的表面作到心中有数。
2)刃磨錾子(本次任务主要使用扁錾,可多准备几把);备好锤子,如发现锤子手柄有松动或损坏时,必须立即装牢或更换,以免锤头脱落伤人。錾子头部、锤子头部及手柄不能沾油,以免滑出。
3)检验钳台和台虎钳,台虎钳前方应装上防护网,防止飞屑伤人。
4)夹紧工件,工件露出钳口的高度不宜超出15mm,被夹表面及工件下方应有衬垫。
5)穿戴好工作服、手套,必要时戴上护目镜。
2.錾削毛坯四周平面
(1)站立姿势 錾削时的站立姿势很重要。如姿势不对,操作时既别扭,又容易疲劳。正确的站立姿势如图4-8所示。两脚互成一定角度,距离约300mm。左腿跨前半步并稍微弯曲,右腿伸直,身体自然站立,重心微偏于右脚。锤击时眼睛要盯在錾子刃口和工件接触处,才能顺利地操作和保证錾削质量,并且锤子不易打在手上。
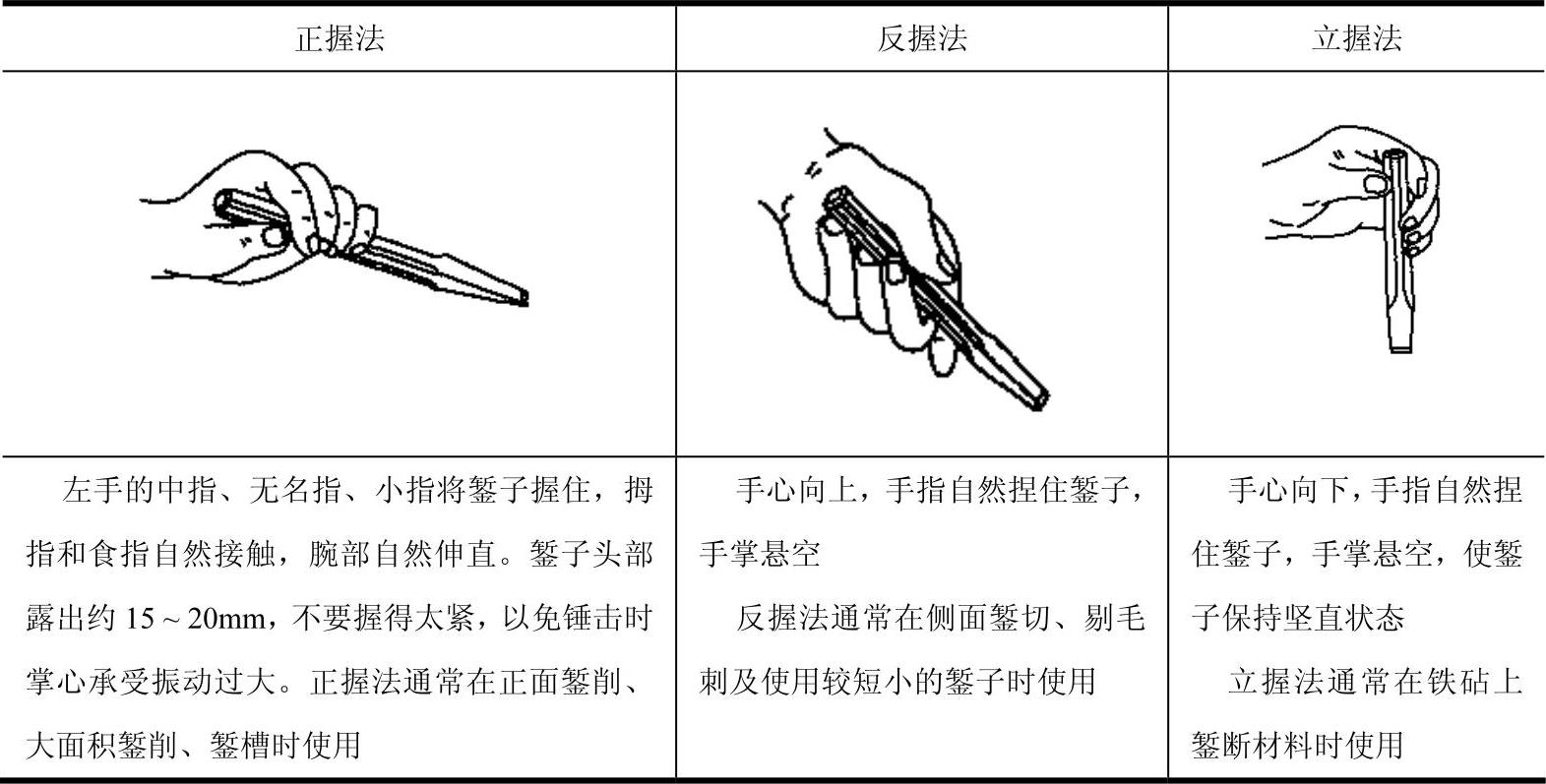
(2)錾子的握法 錾子的握法见表4-5。
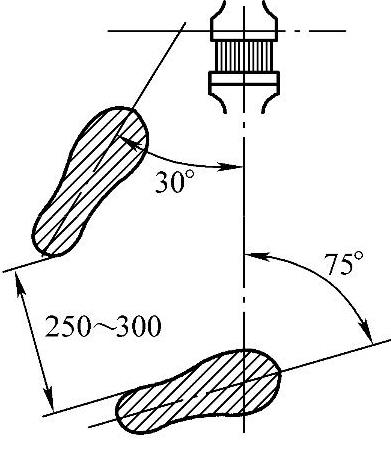
图4-8 錾削站立姿势
表4-5 錾子的握法
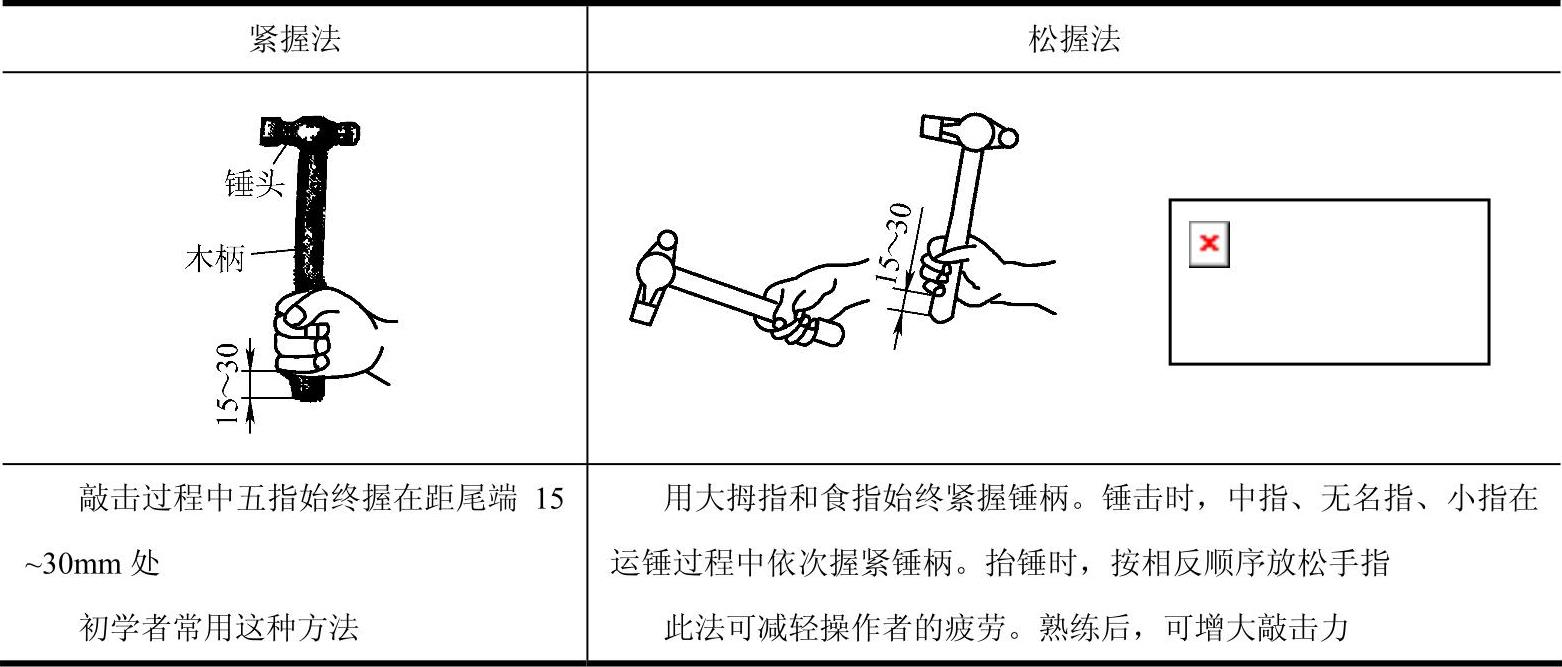
(3)锤子的握法 锤子的握法有紧握法和松握法两种,见表4-6。
表4-6 锤子的握法
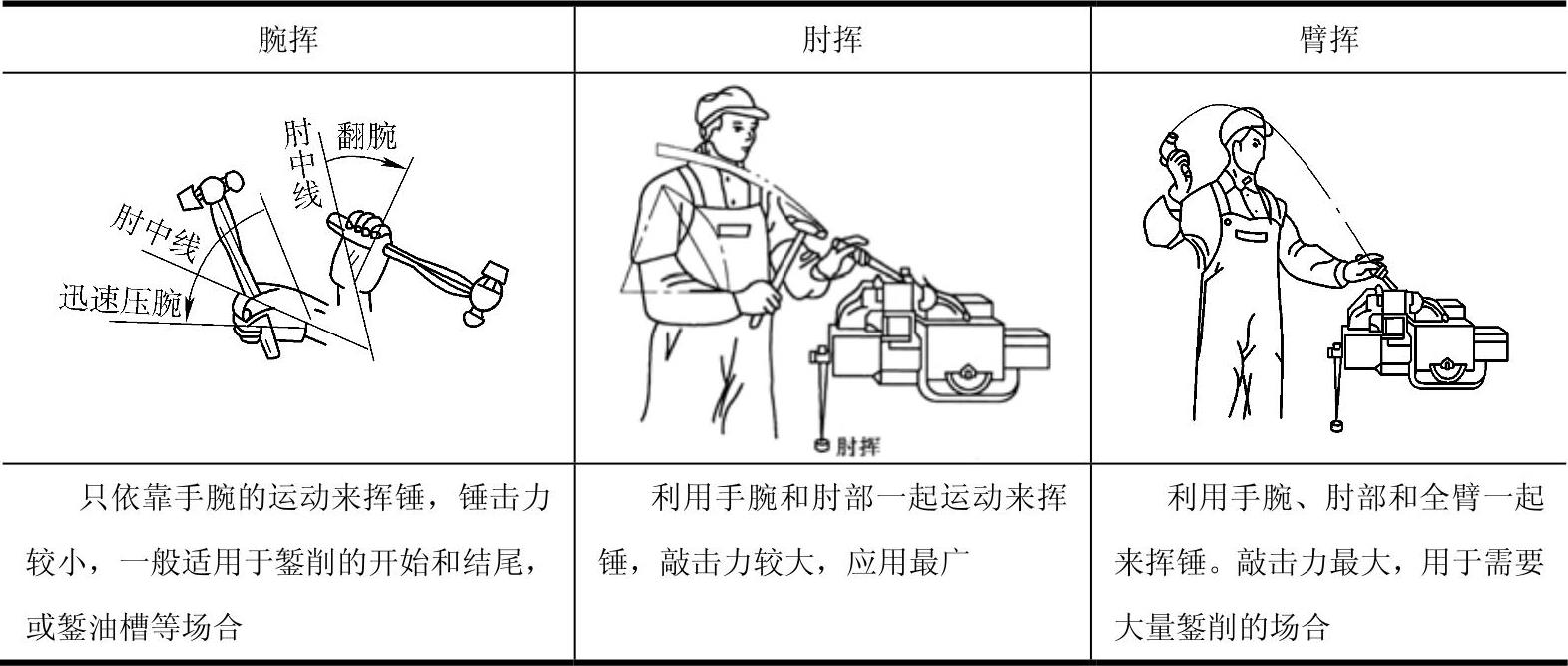
(4)挥锤的方法 挥锤的方法有腕挥、肘挥和臂挥三种,见表4-7。(www.daowen.com)
表4-7 挥锤的方法
(5)錾削的方法 在工件下方垫上垫块,将工件夹紧在台虎钳上,以保持工件的稳定。在錾削中,錾子必须倾斜适当的角度,使后角保持在5º~8º之间。如图4-9所示。錾削平面应从工件侧面的尖角处轻轻开始起錾,这样可以使切削刃易切入,不致产生滑脱、弹跳的现象。起錾后,再把錾子逐渐移向中间,使切削刃全宽参与切削。用扁錾錾削时每次錾削量约为0.5~2mm。
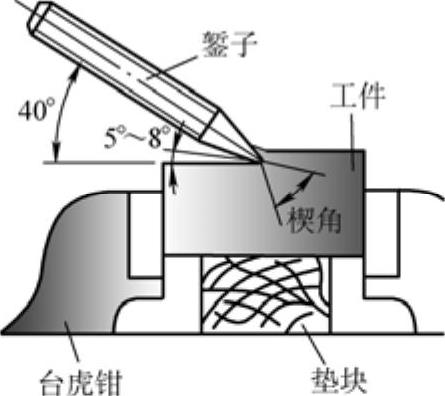
图4-9 錾削的方法
操作提示:
本项目錾削的凸形块四周的平面较窄(10mm),錾削时可使錾子的切削刃与錾削前进的方向倾斜一个角度,以使切削刃全宽参与切削。这样切削刃与工件有较多的接触面,錾子容易掌握平稳。否则錾子易左右倾斜,导致加工面高低不平。
錾削层的厚薄是确定后角大小的主要因素,錾削层越厚后角越小。錾削中,根据感觉调整錾子的后角,錾子向上滑时,加大后角;錾子朝下扎入工件时,减小后角。随着经验的积累,可达到熟练自如的程度。
为使錾削表面光洁及减小錾削阻力,錾子可蘸全损耗系统用油或肥皂进行润滑,这样还可以提高錾子的耐用度。
一般錾到与尽头相距约10mm处时,必须调头錾削余下部分,否则可能会使工件边缘材料崩碎,这在錾削脆性材料时应尤为注意。
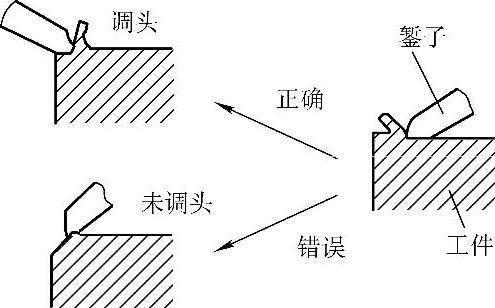
图4-10 调头錾削工件尽头
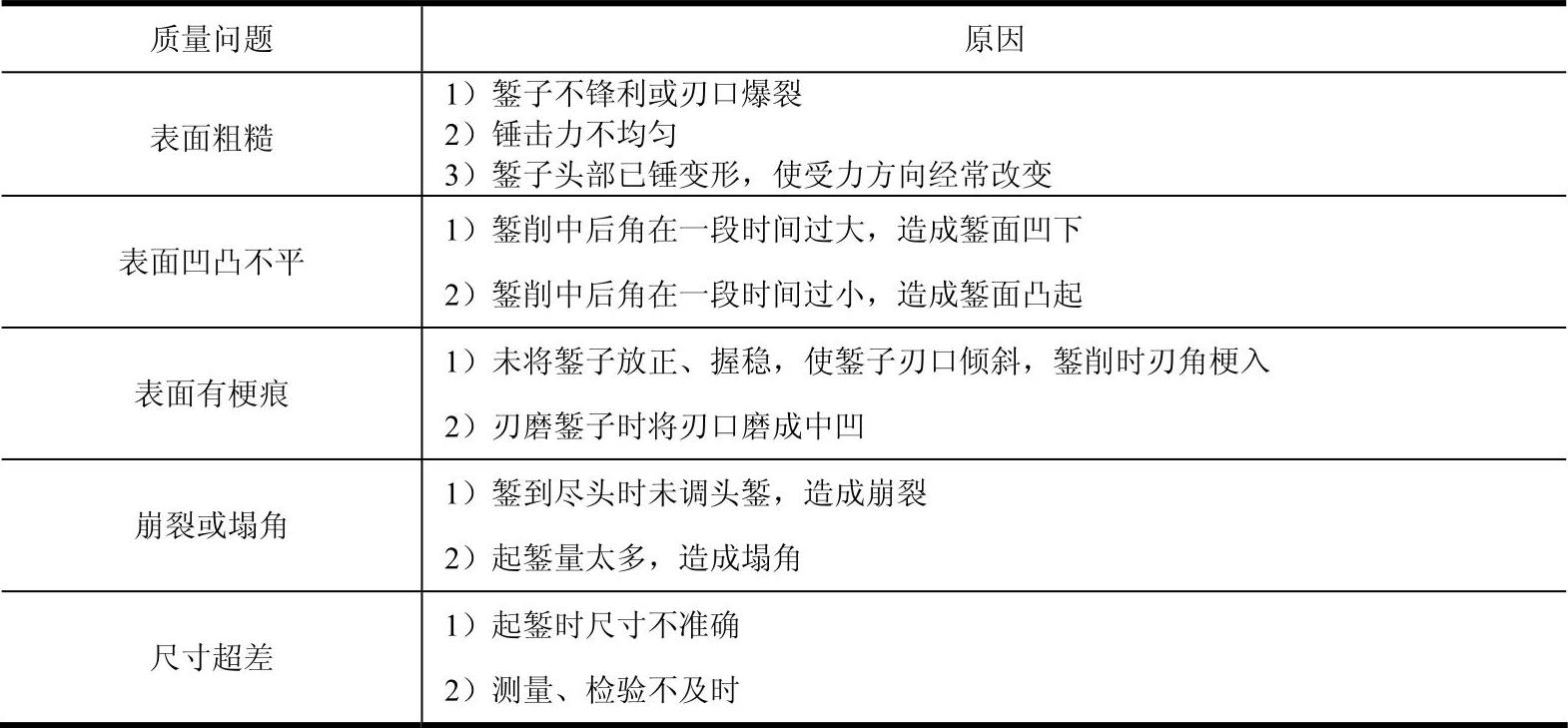
3.质量问题及原因分析
錾平面时常见的质量问题及其产生的原因见表4-8。
表4-8 錾平面时常见的质量问题及其产生的原因
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





