錾削是用锤子敲击錾子对工件进行切削加工的操作方法,其操作工艺较为简单,但是切削效率和质量不高,因此主要用于不便于机械加工的地方,如去毛刺、分割材料、錾削沟槽(特别是曲面油槽)等。
1.錾子的结构与种类
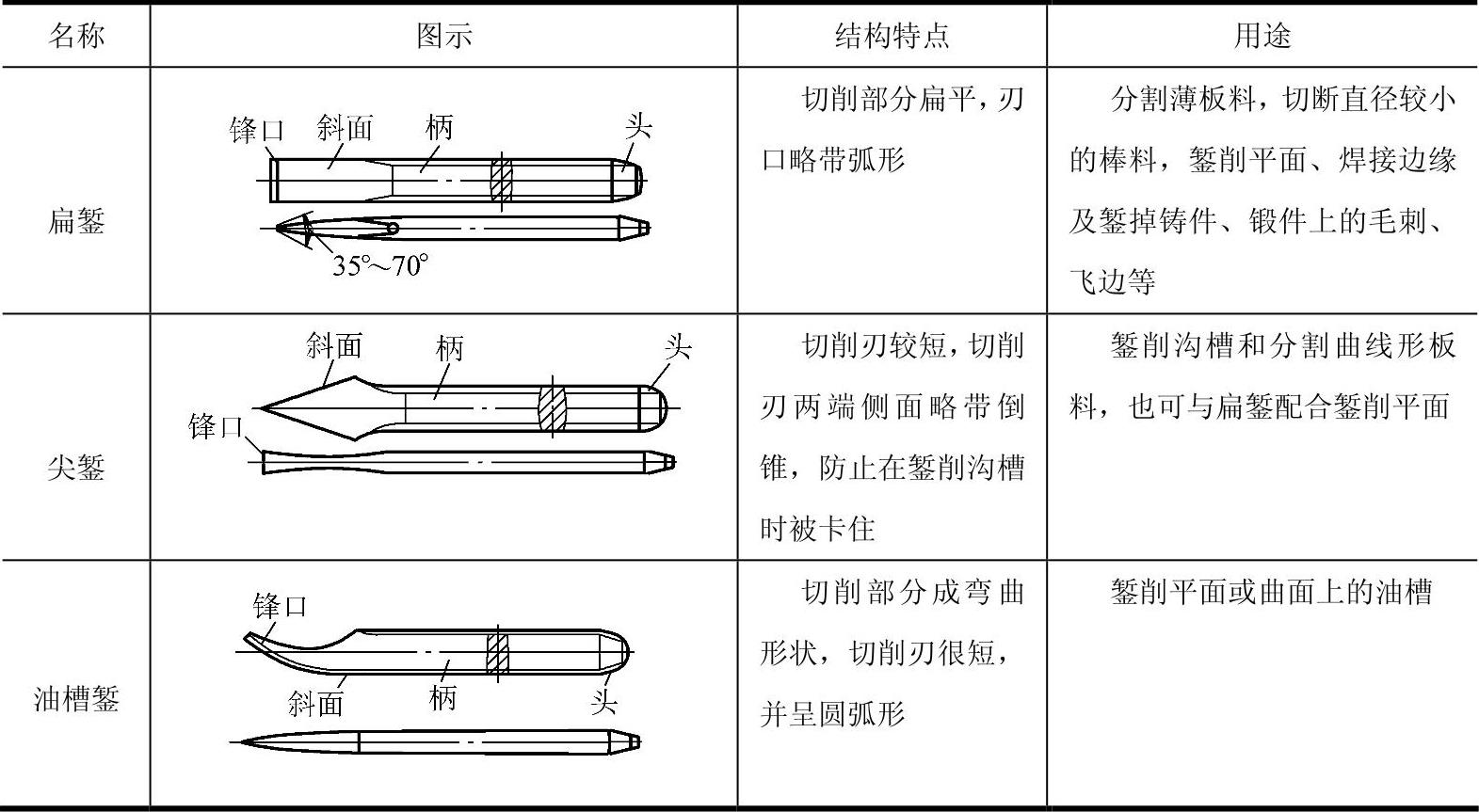
錾子是錾削的主要工具,由锋口、斜面、柄、头等几部分组成,一般用碳素工具钢锻成,并经淬硬和回火处理。其具体形状可根据錾削工作的需要设计。常用的錾子及其特点、用途见表4-3。
表4-3 常用的錾子
2.錾子的几何角度
錾子之所以能够完成切削功能,除了其本身的材料比被加工金属硬以外,还与其几何角度有关,錾子的主要几何角度包括楔角β0、前角γ0、后角α0,如图4-4所示。
(1)楔角 前刀面和后刀面之间的夹角称为楔角,通常用β0表示。它是决定錾子切削性能和强度的重要参数。楔角越小,錾子越锋利,切削性能越好,但强度越差。錾削不同材料推荐的楔角如表4-4。
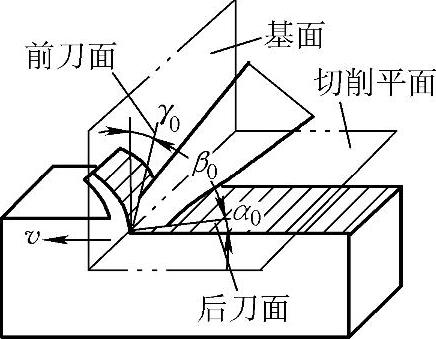
图4-4 錾子的几何角度
表4-4 推荐选择的楔角

(2)后角 后刀面与切削平面的夹角称为后角,通常用α0表示。后角的作用是减少后刀面与切削平面间的摩擦,引导錾子顺利切入材料,一般錾削时后角取5º~8º。
(3)前角 前刀面与基面的夹角称为前角,通常用γ0表示。前角的作用是减少錾削时切屑的变形并使切削轻快。前角越大,切削越省力。由于存在β0+γ0+α0=90º的关系,当α0一定时,前角的大小由β0决定。
3.錾子的刃磨(www.daowen.com)
新锻制錾子的或用钝了的錾子,要用砂轮刃磨出合适的楔角。刃磨錾子的方法如图4-5所示,双手同时握住錾子,将錾子的锋口放在砂轮轮缘上,并在砂轮全宽上左右移动。注意锋口的位置心须高于砂轮中心。锋口面宽约为2~3mm,锋口两面要交替着磨,保证两刃面对称,刃口平直。楔角的大小可通过样板来检测,如图4-6所示。应在砂轮运转平稳后再开始刃磨,刃磨时人应站在砂轮侧面,同时錾子压在砂轮上的力不能过大,避免砂轮崩碎发生事故。刃磨过程中錾子必须经常浸入水中,防止锋口部分因温度过高而退火。
4.錾子的热处理
合理的热处理能保证錾子的切削部分具有良好的硬度和韧性。一般情况下錾子刃磨后都必须经过热处理后才能使用。
热处理时,把约20mm长的切削部分加热到呈暗樱红色(约750~780℃)后迅速浸入冷水中约5~6mm,并在水中来回移动以加速冷却。当露在水面外的部分变成黑色时将其取出,利用上部的余热进行回火,以提高錾子的韧性。回火的温度可通过錾子前端的颜色判断:一般刚出水面的錾子颜色由白变黄再变蓝。当呈黄色时,把錾子全部浸入冷水中冷却,这一过程称为“淬黄火”,此时錾子的硬度较高、韧性差;如果呈蓝色时浸入冷却,这一过程称为“淬蓝火”,此时錾子的硬度较低、韧性好。錾子颜色的变化时间很短,只有几秒钟,必须准确地把握。
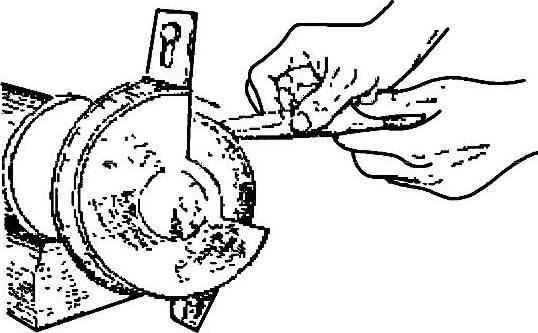
图4-5 錾子的刃磨
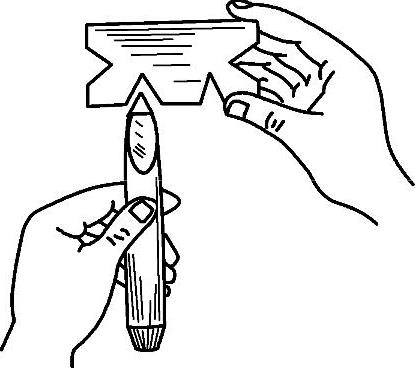
图4-6 利用样板检测楔角
5.锤子
锤子是錾削的重要工具,也是钳工常用的工具之一。由锤头、木柄和楔子组成,如图4-7所示。锤子的规格用锤头的重量表示,常用的有0.25kg、0.5kg和1kg三种。

图4-7 锤子
木柄由硬质木材制成,常用的锤子柄长为350mm左右。锤头上装木柄的孔做成椭圆形,且两端大,中间小,以保证木柄安装稳固、可靠。木柄敲紧在孔中后,端部再打入带倒刺的铁楔子,可防止因锤头脱落而造成事故。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




