
1.准备工作
在攻螺纹前,应完成如下准备工作:
1)仔细审阅图样,对要攻螺纹的底孔的位置做到心中有数。
2)准备M5的丝锥(包括头锥和二锥)和铰杠。
2.攻螺纹
(1)起攻 先用头锥起攻,起攻时手部的动作与图3-28a起铰的动作类似,用右手抓住铰杠中部,把丝锥对准孔,尽量使丝锥与孔同轴,向下施加一定的压力,同时与左手配合旋转铰杠,当丝锥切入1~2圈时,用直角尺在两个互相垂直的方向检查并校正,确保丝锥的中心线与底孔的中心线同轴,如图3-39所示。
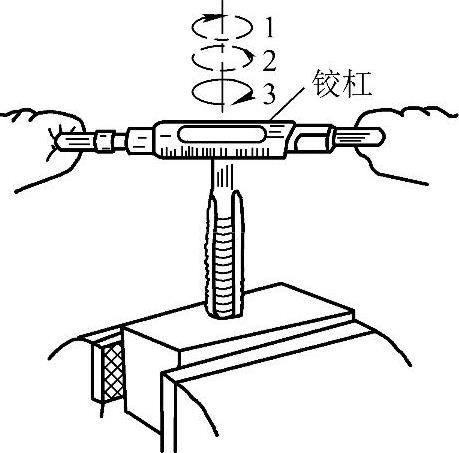
(2)进铰 确定丝锥没有歪斜后,用双手均匀用力旋转铰杠,同时略向下施加一定压力,帮助丝锥向下进给。攻螺纹时每正向旋转1~2圈应向后回转半圈排屑,避免因切屑阻塞而使丝锥卡死。当切削部分全部切入工件后,就不需向下施加压力了,只需平稳地转动铰杠即可,否则螺纹牙形将被破坏,如图3-40所示。
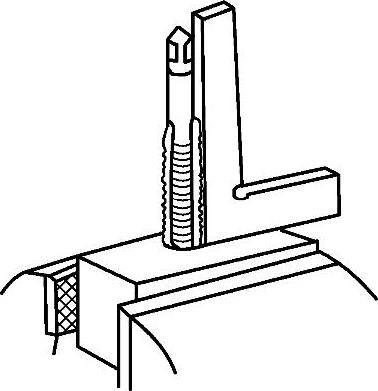
图3-39 避免丝锥歪斜的方法
 (www.daowen.com)
(www.daowen.com)
图3-40 进铰的方法
(3)退刀 本项目所攻螺纹都是通孔,可采用将丝锥从另一端旋出的方式退出丝锥,也可反向旋转铰杠退出,无论采用那种方法,都应双手握持旋转铰杠,防止丝锥晃动产生乱扣。退出后换用二锥攻螺纹,以保证内螺纹有良好的旋入性。
操作提示:
1)攻塑性材料的螺孔时,要加注切削液,以减小切削阻力,减小螺孔的表面粗糙度值,延长丝锥使用寿命。常用切削液一般为全损耗系统用油或浓度较大的乳化液,质量要求较高时可选用工业植物油。
2)攻不通孔螺纹时,可在丝锥上做好深度标记,并要经常退出丝锥,清除留在孔内的切屑。
3.质量问题及原因分析
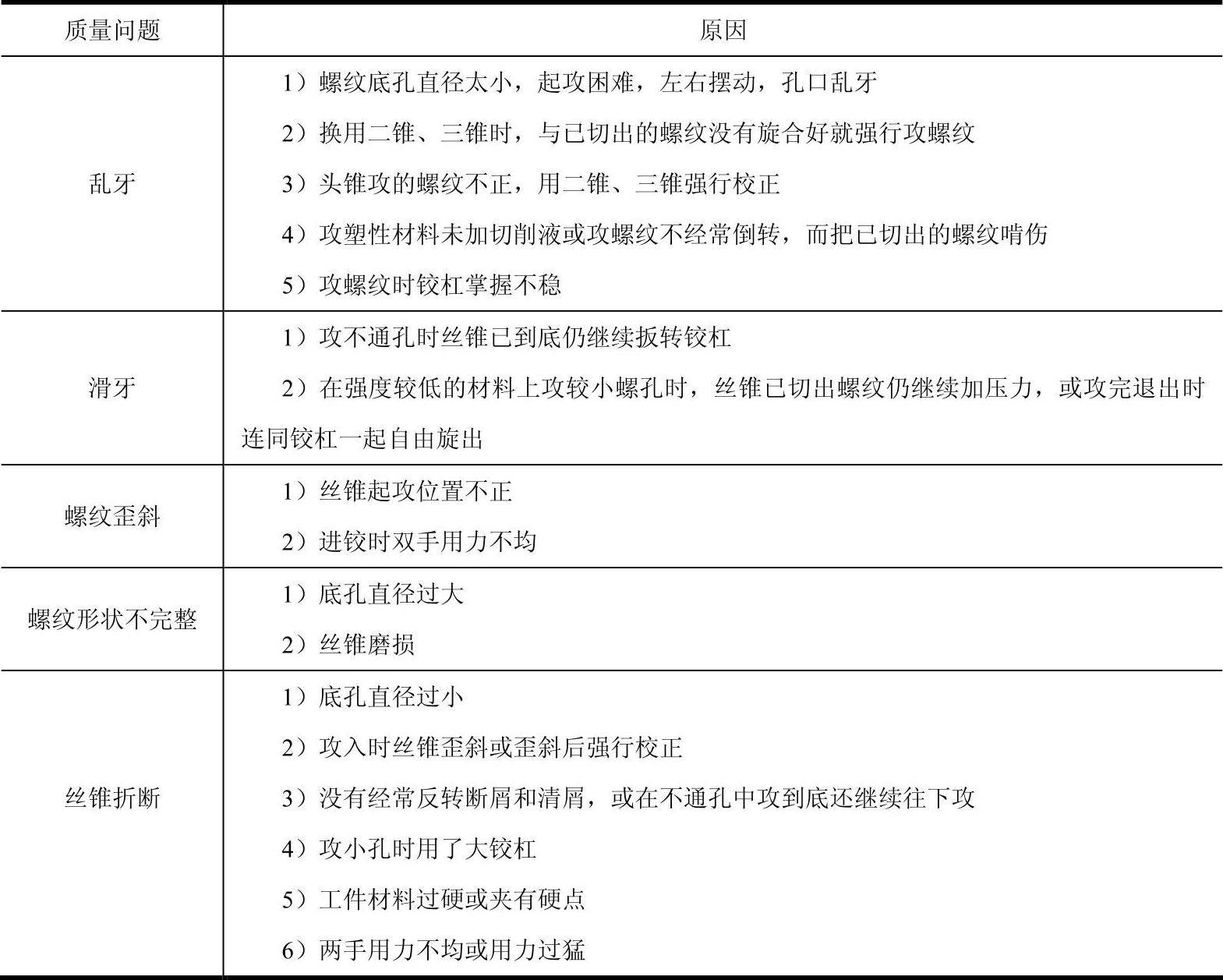
攻螺纹时常见的质量问题及其产生的原因见表3-15。
表3-15 攻螺纹时常见的质量问题及其产生的原因
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






