1.攻螺纹的工具
攻螺纹的工具主要有丝锥和铰杠。
丝锥是攻内螺纹的切削工具,一般用合金工具钢或碳素工具钢制成,并经热处理淬硬。
按其使用方法的不同,丝锥可分为手用丝锥和机用丝锥两大类,机用丝锥的结构与手用丝锥类似,如图3-35所示,只是在柄部多了一个环形槽,用来防止丝锥从攻螺纹工具上脱落。根据攻螺纹的牙型不同,丝锥又可分为粗牙丝锥和细牙丝锥两种。

图3-35 丝锥的分类
丝锥的结构如图3-36所示,由工作部分和柄部组成。柄部是攻螺纹时被夹持的部分,起传递扭矩的作用。工作部分又可分为切削部分和校准部分,沿轴向开有3~4条容屑槽,形成切削刃和前角。切削部分担任主要切削工作,前端被磨出切削锥角,便于丝锥切入,其前角根据工件材料的不同稍有变化,见表3-13;校准部分的切削刃前角等于零,用来校准已切出的螺纹尺寸,并保证丝锥沿轴向运动。
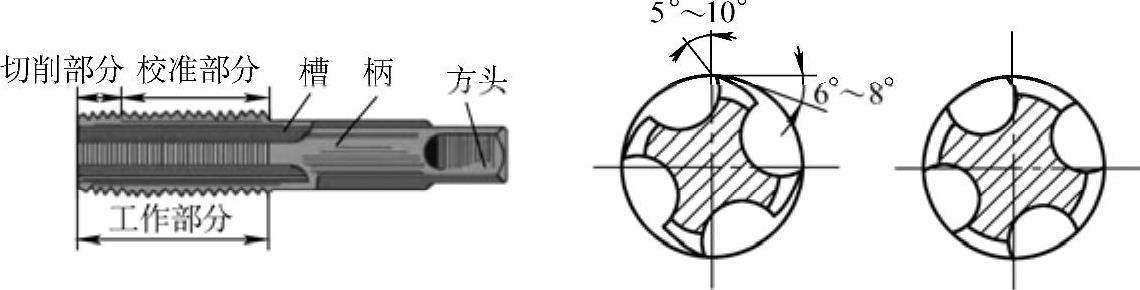
图3-36 丝锥的结构
a)手用丝锥 b)机用丝锥
表3-13 丝锥前角的选择

为了减少切削力和延长丝锥的使用寿命,通常将整个切削工作量分配给几支丝锥来完成。手用丝锥一般由两支组成一套,其中切削部分长、锥角小的为头锥(头攻);切削部分短、锥角大的为二锥(二攻)。使用时,应顺序使用头锥、二锥完成内螺纹的加工。
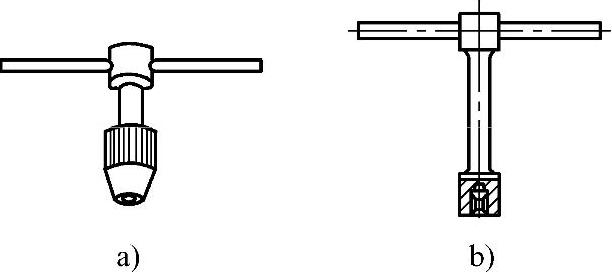
铰杠是攻螺纹时用来夹持丝锥的工具,有普通铰杠和T形铰杠两大类,如图3-37和图3-38所示。其中可调式铰杠使用最广,其使用方法可参见本章第3.4节。
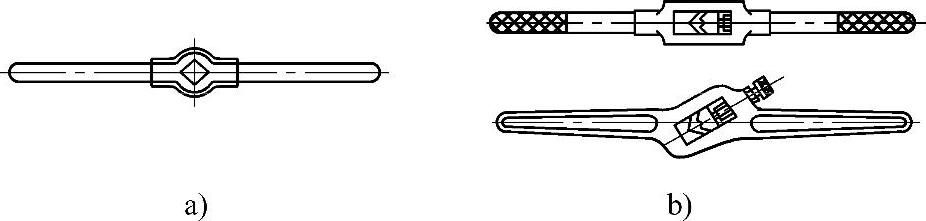
图3-37 普通铰杠
a)固定式铰杠 b)可调式铰杠
 (www.daowen.com)
(www.daowen.com)
图3-38 T形铰杠
a)固定式T形铰杠 b)可调式T形铰杠
2.螺纹底孔直径的确定
攻螺纹时,丝锥对底孔孔壁有较强的挤压作用,会产生金属凸起并向牙尖流动的现象,被丝锥挤出的金属会卡住丝锥甚至将其折断,因此攻螺纹之前钻的底孔直径应稍大于标准规定的螺纹小径,这样挤出的金属流向牙尖正好形成完整螺纹,又不易卡住丝锥。
普通螺纹的底孔直径可按以下经验公式计算:
塑性材料:D0=D−P
脆性材料:D0=D−1.05P
式中 D0——底孔直径(mm);
D——螺纹大径(mm);
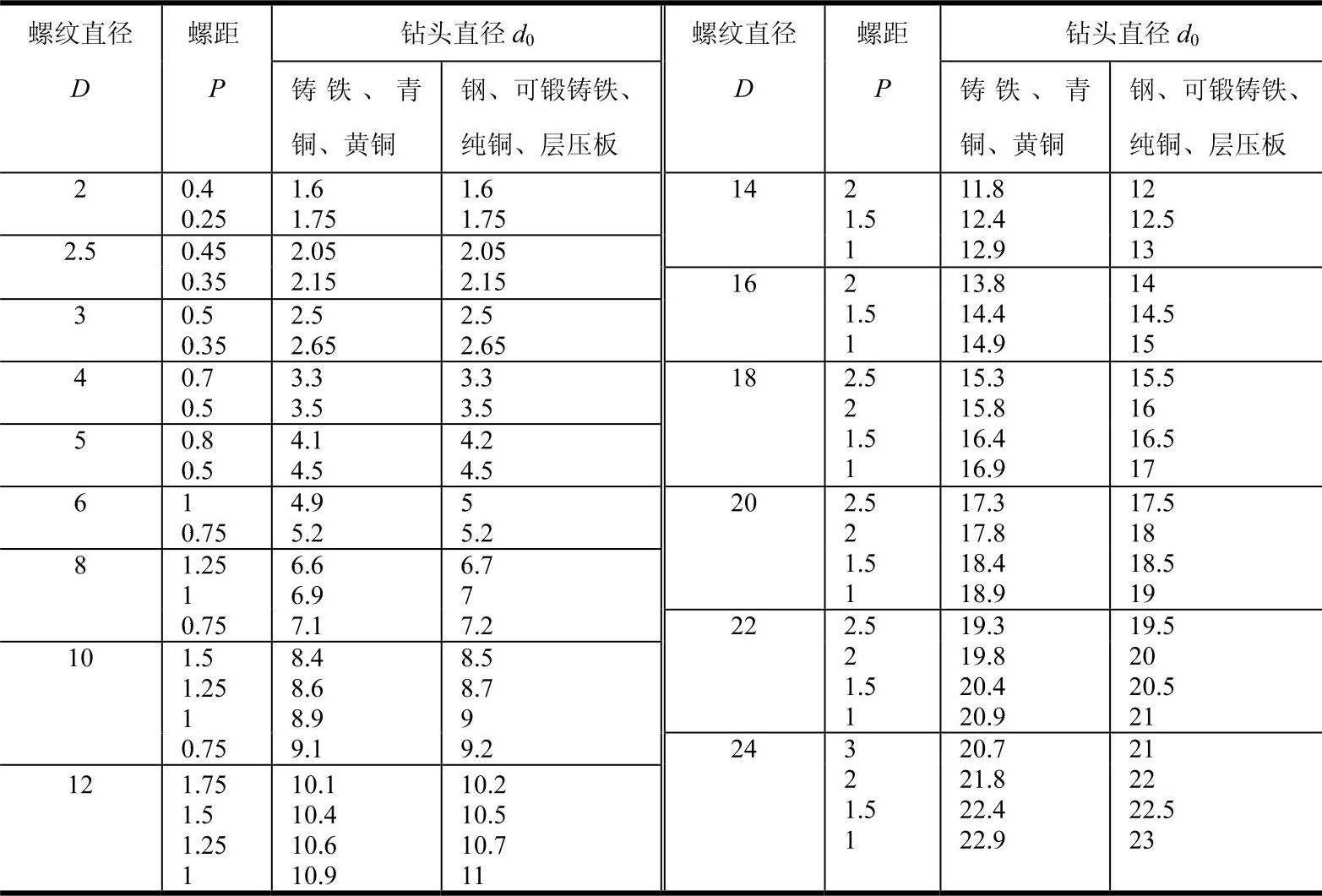
P——螺距(mm)。也可按表3-14查表选择。
表3-14 攻普通螺纹的底孔直径 (单位:mm)
3.不通孔深度的选择
由于在不通孔中丝锥的切削部分不能攻出完整的螺纹,所以底孔的钻孔深度一定要大于所需的螺孔深度,一般取
钻孔深度=螺孔深度+0.7D
式中 D——螺纹大径(mm)。
4.孔口倒角
为了使丝锥容易进入底孔开始切削,防止孔口螺纹崩裂,攻螺纹前要对底孔孔口倒45º角(通孔螺纹两端孔口都要倒角),其宽度一般为螺纹螺距P的l~1.5倍。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





