铰孔是用铰刀从工件孔壁上切除微量金属层,以获得较高精度孔的加工方法。铰孔属于孔的精加工,其精度可达IT6~IT7,表面粗糙度为Ra1.6~Ra0.4μm,其加工余量非常小,因此只能提高孔的尺寸精度、形状精度和表面粗糙度,而不能校正孔的位置偏差。铰孔的质量好、效率高,操作简便,目前在生产中得到广泛的应用。
1.铰刀
铰孔时使用的刀具为铰刀,铰刀结构如图3-25所示,由工作部分、颈部及柄部3部分组成。工作部分包括切削部分和校准部分,一般有6~12个刀齿,其中校准部分由圆柱部分与倒锥组成,圆柱部分起校正导向和修光作用,倒锥主要为了减小摩擦;切削部分由引导锥和切削锥组成,切削锥的顶角2ф较小,一般为3º~15º,起主要切削作用。引导锥起引入预制孔作用,也参与切削。
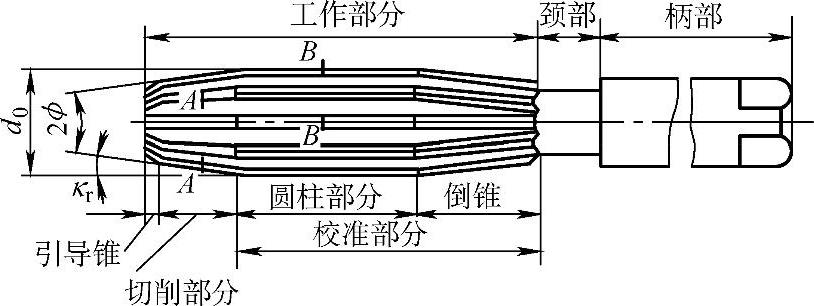
图3-25 铰刀的结构
铰刀有手用和机用两种,如图3-26所示,大直径的铰刀一般是套装的,装在铰刀心轴上使用。手用铰刀工作部分很长,前端切削锥锥角仅1º~3º,切削刃非常锋利,常用于机铰后的精铰。铰刀的材料通常为高速钢和硬质合金。
2.铰杠
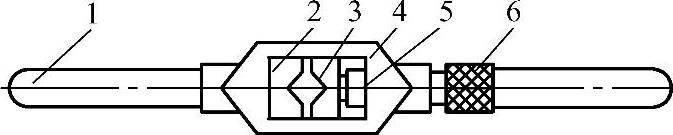
钳工最常用的方法是手工铰孔,图3-27是手工铰孔和手工攻螺纹时常用的活动式铰杠。活动式铰杠的活动手柄6与框架4通过螺纹连接在一起,使用时先旋转活动手柄,通过接头5拉动滑块3向右侧移动,将手用铰刀尾部卡在固定块2与滑块3之间,拧紧活动手柄6,即可安装好铰刀。
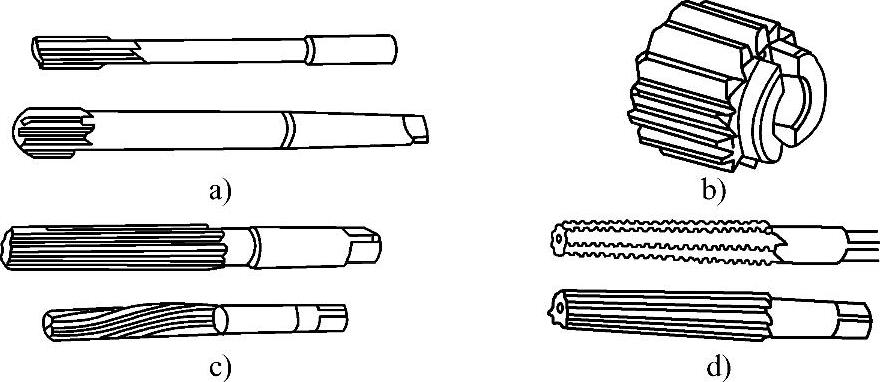
图3-26 铰刀的种类
a)机用直柄和锥柄铰刀 b)手用直槽和螺旋槽铰刀 c)套式机用铰刀 d)锥孔用粗铰刀和精铰刀
 (www.daowen.com)
(www.daowen.com)
图3-27 活动式铰杠
1—固定手柄 2—固定块 3—滑块 4—框架 5—接头 6—活动手柄
3.铰削余量的确定
铰削余量是指铰削时去除的金属层的厚度。如余量太大,铰削费力,不但孔铰不光,而且铰刀易磨损;余量太小,则不能去掉上道工序留下的刀痕,达不到要求的表面质量。铰削余量的具体数值可参照表3-10。
表3-10 铰削的余量

4.切削液
铰削时必须选用适当的切削液来减小摩擦,降低刀具和工件的温度,同时切削液还能起到冲刷切屑的作用。常用的切削液见表3-11。
表3-11 切削液的选用

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






