1.钻床
钻床是孔加工的主要机床,主要用来加工外形较复杂,没有对称回转轴线的工件上的孔和孔系,如箱体、机架等零件上的各种孔。在钻床上钻孔的精度为IT12~13,Ra12.5μm,也可以通过钻孔—扩孔—铰孔的工艺手段加工精度要求较高的孔。其主运动是钻头的旋转,进给运动是钻头的轴向移动。钻床的主参数是最大钻孔直径。
钳工常用的钻床有台式钻床、立式钻床、摇臂钻床和手电钻四种,它们的共同特点是:工件固定不动,钻头或其他钻削工具安装在主轴上,主轴一方面旋转作主运动,一方面沿轴向移动作进给运动完成钻削。
(1)立式钻床立式钻床的结构如图3-9所示。其进给箱和工作台都能沿着导轨升降,以适应在不同高度的工件上钻孔,加工时主轴既作旋转运动,又作轴向进给运动。在立式钻床上是通过移动工件的位置来使主轴轴线对准被加工孔的中心,调整很不方便,生产率不高,因此常用于单件、小批量生产中加工中、小型工件,加工孔径一般大于13mm。
(2)摇臂钻床摇臂钻床的结构与外形如图3-10所示。其摇臂既能沿着立柱升降,又能绕立柱作360o旋转,主轴箱安装在摇臂上,并能够沿着摇臂水平移动。这样的结构可以保证主轴能够快速、方便的对准被加工孔的位置而不需要移动工件,立柱、摇臂和主轴箱上都有锁紧机构,可使调整好的主轴位置保持固定不变。主轴的旋转和轴向进给是由电动机经主轴箱传动来实现的。被加工工件安装在工作台上,如工件较大,还可以卸掉工作台,直接安装在底座上,或直接放在周围的地面上。摇臂钻床适用于单件、小批量生产中在大、中型工件上进行孔或孔系的加工。

图3-9 立式钻床
1—底坐 2—工作台 3—主轴 4—进给箱 5—主轴箱 6—电动机 7.—立柱

图3-10 摇臂钻床
1—立柱 2—主轴箱 3—摇臂 4—主轴 5—工作台 6—底座
(3)台式钻床台式钻床是一种放在钳工台上使用的小型钻床,也是钳工最常用的一种钻床,如图3-11所示。台钻钻孔直径一般应小于12mm,适用于单件、小批量生产中加工小型工件上的孔。钻孔时,一般钻头位置被锁紧,通过调整工件的位置来对准孔,转动钻头进给手柄使钻头向下进给完成钻孔。

图3-11 台式钻床

图3-12 手电钻
a)手提式手电钻 b)手枪式手电钻
(4)手电钻 手电钻是机修时常用的一种钻孔工具,如图3-12所示。当需要维修或安装的机器某个零件不易被拆卸下来时,可直接用手电钻在其安装位置打孔。手电钻的规格有6mm、10mm、13mm等几种,电源电压有220V和36V两种。手电钻使用前必须开机空转以检验传动部分是否正常。钻孔时不宜用力过猛,钻头必须锋利,且在钻削过程中必须保证钻头与钻孔表面垂直。
2.麻花钻
麻花钻又称钻头,是孔加工中应用最广泛的刀具,其类型和规格很多,最小直径可到0.05mm,最大直径可达80mm,常用的麻花钻由高速钢制造。
标准的麻花钻由工作部分、颈部和尾部三个部分组成,如图3-13所示。
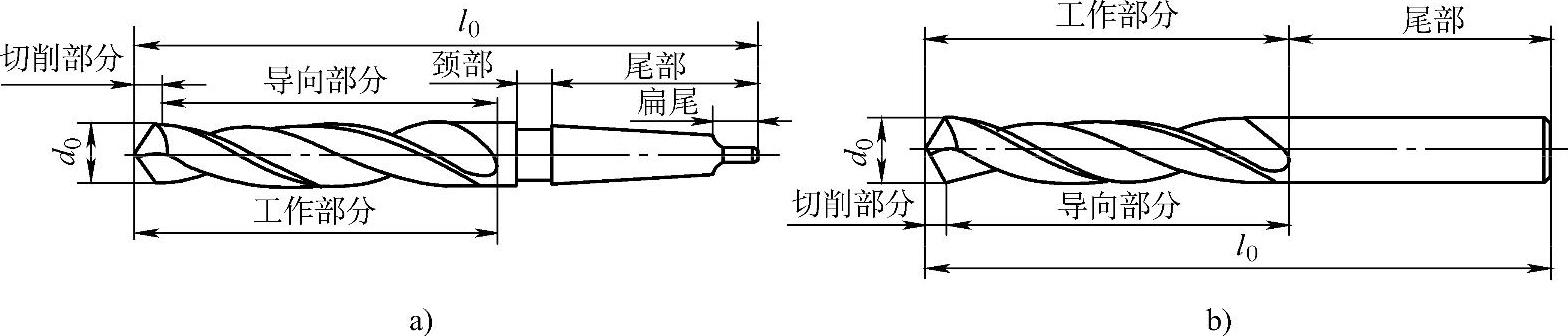
图3-13 麻花钻
a)锥柄麻花钻 b)直柄麻花钻
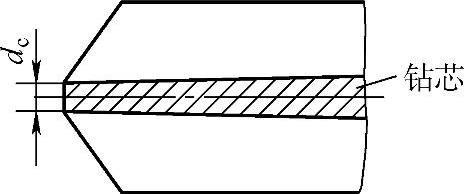
工作部分又分为切削部分和导向部分,切削部分担负着主要的切削工作,如图3-14所示,它有三条切削刃,前刀面(螺旋槽面)和后刀面(钻头顶端两曲面)相交形成的两条直线切削刃担负着主要切削作用,两后刀面相交形成的横刃担负着孔中心部分的钻削。导向部分有两条狭长的高出齿背约0.5~1mm的螺旋形棱边(副后刀面),在钻孔时起导向作用,同时也是切削部分的后备部分,直径前大后小,约有0.03~0.12mm/100mm的倒锥度以减少钻头与孔壁间的摩擦。棱边与前刀面相交形成的两条棱刃是副切削刃,它起修光孔壁的作用。两条螺旋槽用来排除切屑和输送切削液。为增强钻头的刚度,工作部分的钻芯直径dc朝尾部方向递增,如图3-15所示。尾部有直柄和锥柄两种形式,是夹持钻头的部分,前者用于直径小于12mm的钻头,真径大于12mm的钻头制成锥柄,可以传递更大的转矩。颈部位于工作部分和尾部之间,用于磨锥柄时砂轮的退刀。
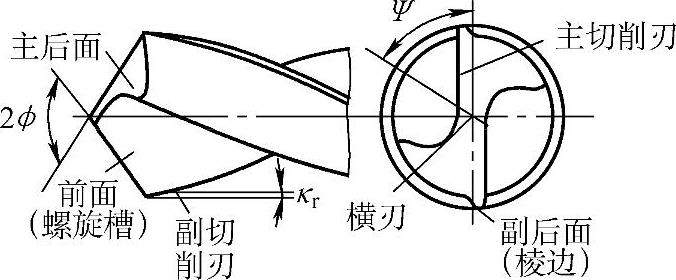
图3-14 标准麻花钻的结构
 (https://www.daowen.com)
(https://www.daowen.com)
图3-15 钻芯的形状
麻花钻的主要结构参数有:
外径d0,它按标准尺寸系列设计;
钻芯直径dc,决定钻头的刚度及强度,并影响容屑空间;
顶角2φ,通常2φ=116º~120º;
螺旋角β,它是圆柱螺旋形刃带与钻头轴线的夹角,加工钢、铸铁等材料,钻头直径d0>10mm时,β=25º~33º。
3.钻头夹具
钻头夹具有钻夹头和钻头套两种,如图3-16所示。
钻夹头一般在台式钻床上使用,装夹13mm以下的直柄钻头,如图3-16a所示。钥匙是一个小锥齿轮,把其插入钻夹头的钥匙孔中与钻夹头下端的大锥齿轮啮合并旋转,可带动3个夹爪松开或夹紧,完成钻头夹紧或松开钻头的动作。
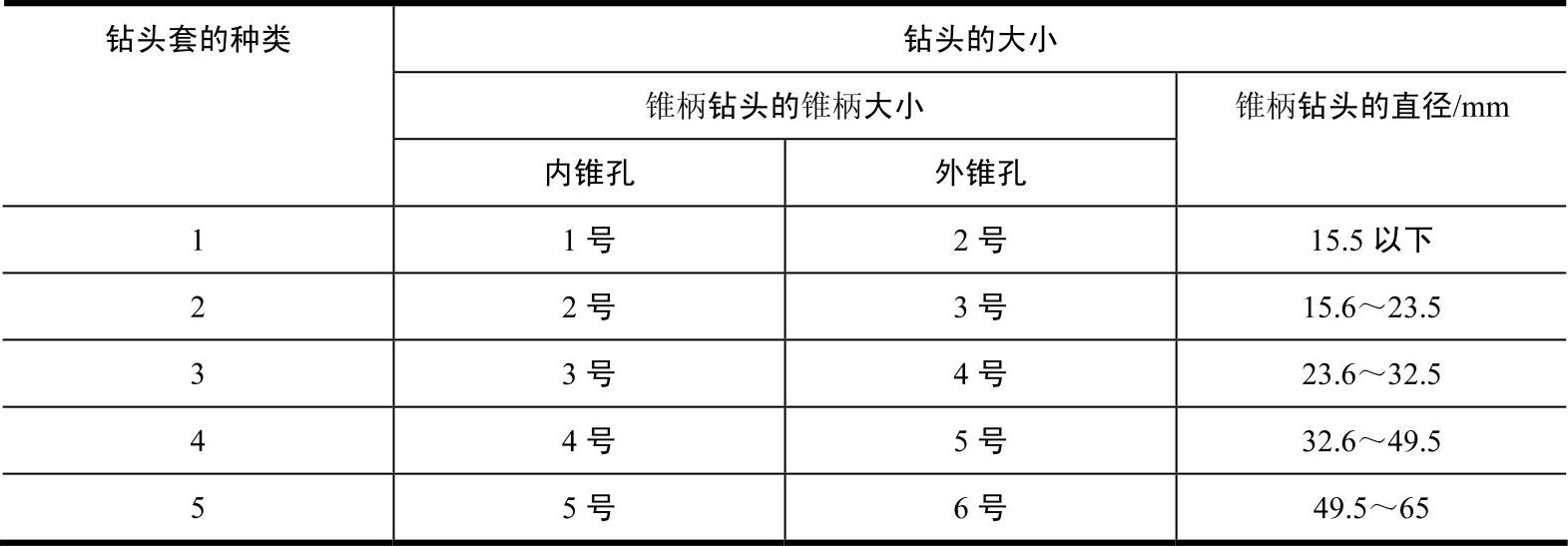
钻头套用于装夹锥柄钻头,如图3-16b所示。可根据钻头锥柄莫氏锥度的号数选用相应的钻头套,见表3-7。如果用一个钻头套不能直接与钻床主轴锥孔相配时,可以把几个钻头套配接起来应用。

图3-16 钻头夹具
a)钻夹头及钥匙 b)钻头套
表3-7 钻头套的种类
4.切削用量
切削用量是切削速度、进给量和背吃刀量三者的总称。
钻孔时切削速度是指钻头切削刃外缘处的线速度。其值为
式中 vc——切削速度;
d——钻头直径;
n——钻头转速。
显然,钻头选定后,转速是影响钻孔切削速度的最重要的因素,转速一般可根据材料和钻头的大小来确定:钻削硬材料时,转速要低些;钻削软材料时,转速可高些。用大钻头钻孔时,转速要低些;用小钻头钻孔时,转速要高些,并且进给力要小些,以防折断。
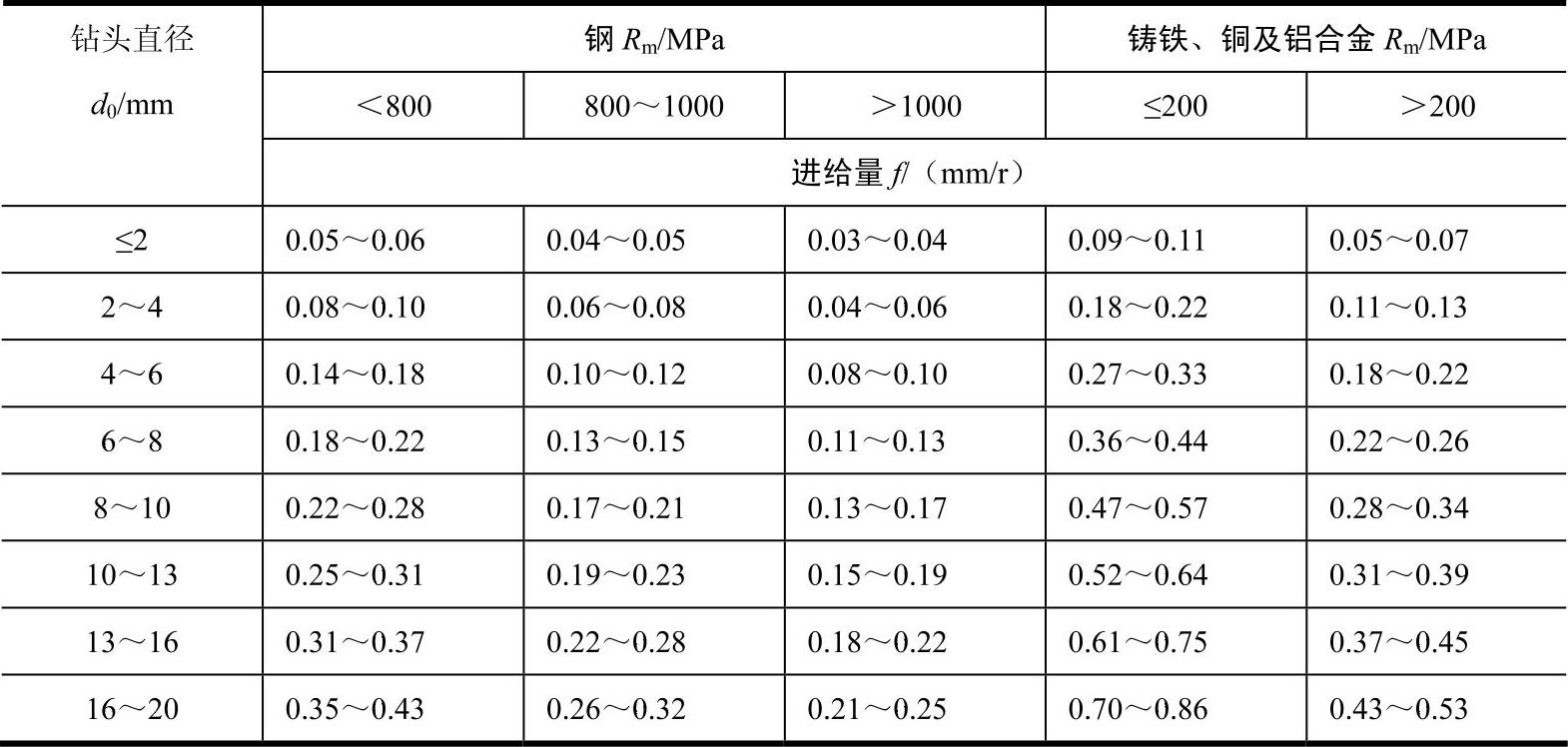
钻孔时的进给量是当钻头转一圈时它沿自身轴线方向移动的距离,可以按表3-8选用,也可参考相关手册。
表3-8 高速钢钻头钻孔的进给量
钻孔时的背吃刀量等于钻头直径的一半。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





