1.游标卡尺的种类与结构
游标卡尺可以直接测量出工件的外径、内径、长度、宽度和孔距、孔深等尺寸,图2-3是常用的几种游标卡尺。它的测量范围包括:0~125mm、0~200mm、0~300mm、0~500mm、300~800mm、400~1000mm、600~1500mm、800~2000mm等。游标卡尺属于中等精度(IT10~IT16)测量工具,不能用于测量毛坯和精度要求很高的工件。最常用的1/50mm游标卡尺的示值误差为0.02mm。
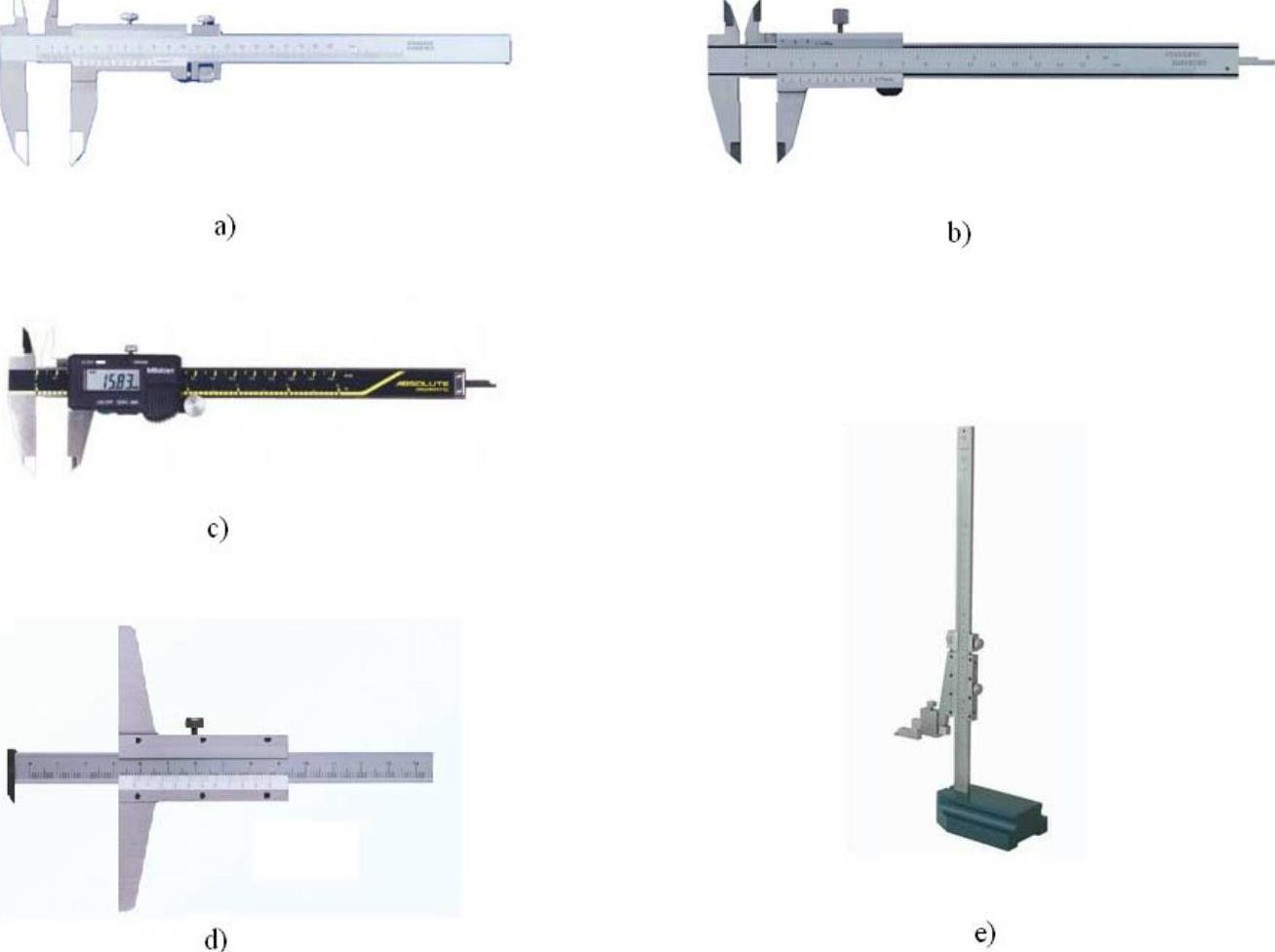
图2-3 常用的几种游标卡尺
a)可微动调节的游标卡尺 b)带深度尺的游标卡尺 c)数显游标卡尺 d)测深尺 e)高度尺
其中带深度尺的游标卡尺是最常用的一种游标卡尺,其各部分结构及作用如图2-4所示。
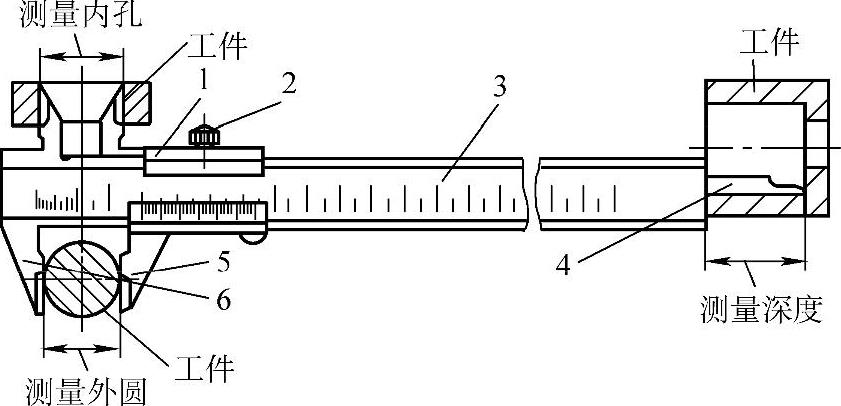
图2-4 带深度尺的游标卡尺结构及作用
1—游标 2—锁紧螺母 3—尺身 4—深度尺 5—移动测量卡爪 6—固定测量卡爪
2.游标卡尺的刻线原理与读数方法
(1)游标卡尺的刻线原理目前最常用的精度为1/50mm(0.02mm)的游标卡尺,如图2-5,其尺身上的刻线1格距离是1mm,游标上的刻线是将49mm的距离分为50格、每格的距离为49mm/50=0.98mm。因此,该游标卡尺的分度值为1mm-0.98mm=0.02mm。
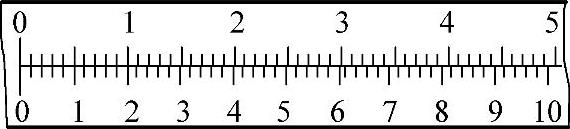
图2-51/50mm 游标卡尺读数原理
(2)游标卡尺的读数方法
1)读整数:读游标零线左侧的整毫米数。
2)读小数:利用游标上的刻度帮助读数,观察尺身和游标上的刻线,在相互对齐的刻线前的游标刻度即为小数点后第一位数字,查该刻度所示刻线到对齐刻线间的格数,乘以0.02即得小数点后第二位数字;也可直接看游标上的第几格刻线与主尺上某刻线对齐,将对齐格数×0.02mm=小数。(https://www.daowen.com)
3)读测量值:测量值=整数+小数。
图2-6给出了两个不同的测量值,读者可根据上面介绍的读数方法读出具体数值。

图2-61/50mm 游标卡尺读数方法
3.注意事项
为保证游标卡尺的测量精度,使用游标卡尺时应注意:
1)游标卡尺是比较精密的测量工具,要轻拿轻放,不得碰撞或跌落地下。不要用来测量粗糙的物体,以免损坏量爪。使用前应认真擦拭,卡尺量爪测量面上不应有污物。
2)检查量爪测量刃口是否平直无损;游标在主尺上是否滑动自如,是否有晃动现象;量爪面相互接触时其游标零线是否与主尺零线对准;紧固螺钉固定游标时,卡尺读数是否有变化。
3)一定要注意量爪与被测表面接触时力的控制。若用力过大,容易造成工件和卡尺变形,产生较大的测量误差;若测量力过小,使卡尺量爪与工件被测表面接触不好,也会使测量误差增大。
4)在使用游标卡尺时,当使用适当的测量力让测量卡爪与工件被测表面保持稳定接触后,应用锁紧螺母锁紧游标。量爪的测量位置如图2-7所示。
5)读数时应让眼睛正对尺身上的刻度,不得斜视,以提高读数精度。
6)使用完毕后,锁紧螺母松开,将卡尺擦拭干净,卡爪测量面稍微离开1~2mm,放入盒中保存,如长期不使用,应涂油保存。
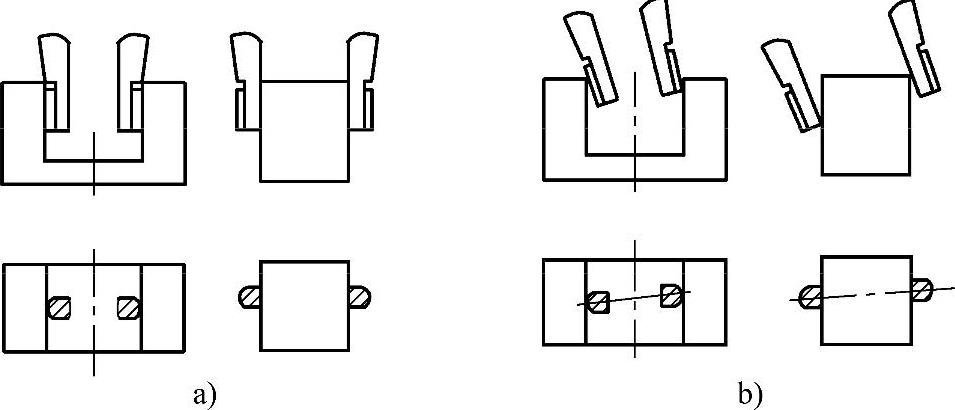
图2-7 量爪的测量位置
a)正确 b)错误
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







