【摘要】:GB/T 12470—2003《埋弧焊用低合金钢焊丝和焊剂》中焊剂型号是按照埋弧焊焊缝金属力学性能、焊剂渣系以及焊丝牌号来表示,与前企业标准有所不同,表示方法如图24-61。表24-39 熔敷金属v形缺口冲击吸收能量分级代号及要求应该指出,进行埋弧焊时需要加入填充焊丝,而在钢筋电渣压力焊中则不加填充焊丝。
GB/T 12470—2003《埋弧焊用低合金钢焊丝和焊剂》中焊剂型号是按照埋弧焊焊缝金属力学性能、焊剂渣系以及焊丝牌号来表示,与前企业标准有所不同,表示方法如图24-61。F(Flux)表示焊剂。
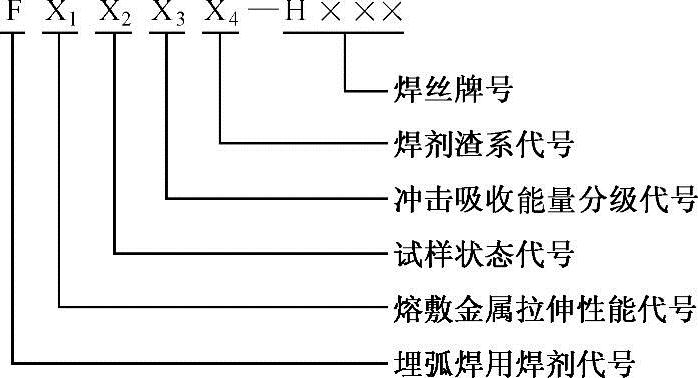
图24-61 焊剂型号表示方法
1)熔敷金属的拉伸性能代号X1分为5、6、7、8、9、10六类,每类均规定了抗拉强度、屈服强度及伸长率三项指标,见表24-37。
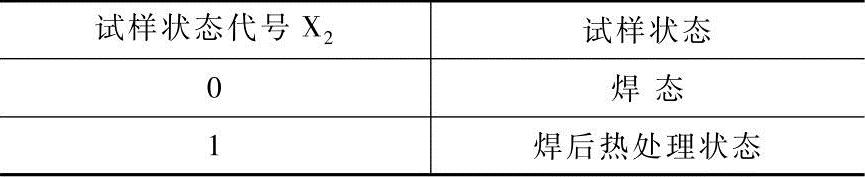
2)试样状态代号X2,用“0”或“1”表示,见表24-38。
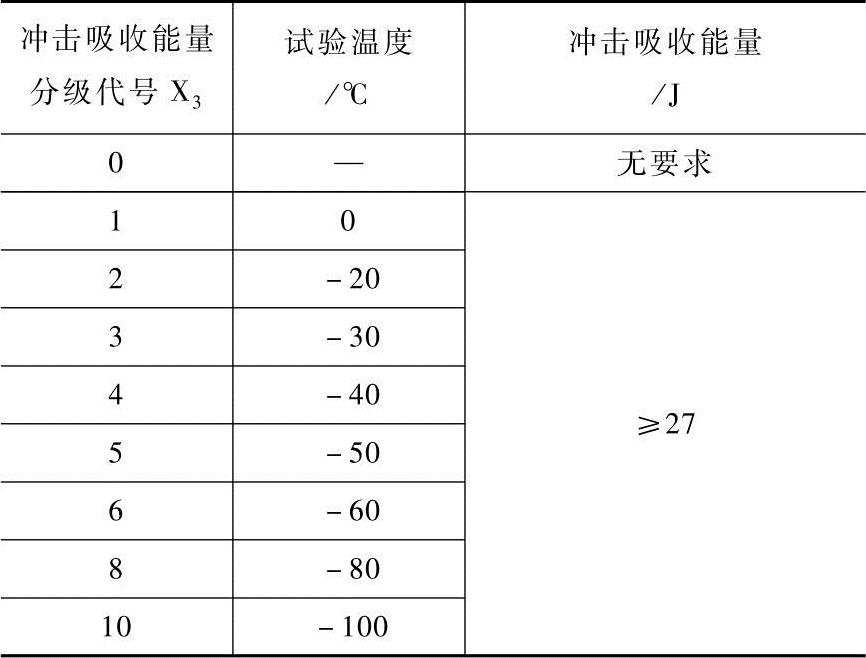
3)熔敷金属冲击吸收能量分级代号X3,分为0、1、2、3、4、5、6、8及10级,见表24-39。
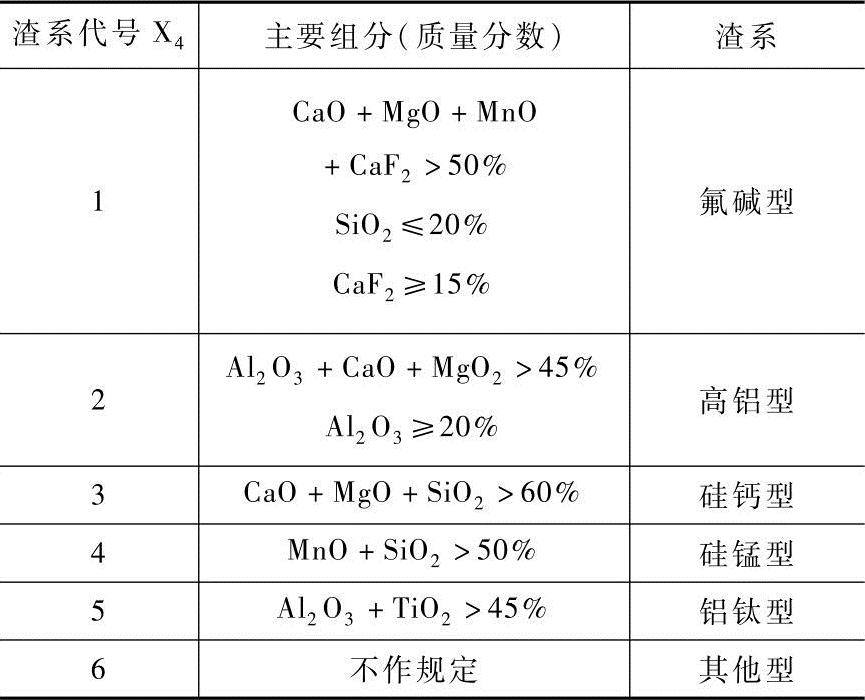
4)焊剂渣系代号X4的分类见表24-40。
表24-36 常见焊剂的组成成分(质量分数)(%)

表24-37 拉伸性能代号及要求(www.daowen.com)
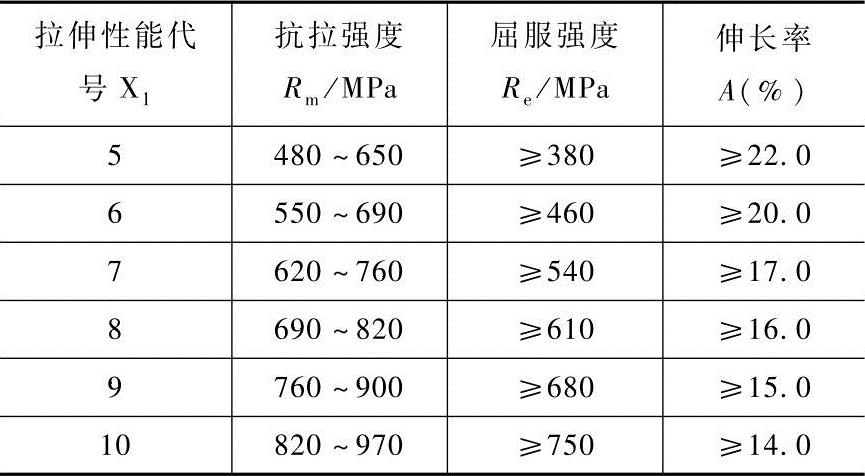
表24-38 试样状态代号
按照现行国家标准规定,当焊接Ⅰ级钢筋时,可采用F5004焊剂:当焊接Ⅱ级钢筋时,可采F6004焊剂。考虑到在实际生产中,以应用Ⅱ级钢筋为主,并且往往是Ⅰ级钢筋和Ⅱ级先后应用,故统一采用F6004焊剂比较方便。
表24-39 熔敷金属v形缺口冲击吸收能量分级代号及要求
应该指出,进行埋弧焊时需要加入填充焊丝,而在钢筋电渣压力焊中则不加填充焊丝。所以,在钢筋电渣压力焊施工中,常采用HJ431焊剂。
表24-40 焊剂渣系分类及组分
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关焊接手册.第1卷,焊接方法及设备的文章






