焊接夹具由立柱、传动机构、上下夹钳、焊剂罐等组成。其上安装有监控器,即控制开关、二次电压表、时问显示器(蜂鸣器)等,其主要功能和对它的要求如下:
1)夹住上、下钢筋,定位准确,上下同心。
2)移动上钢筋,方便灵活。
3)传导焊接电流,接触良好(亦可另用焊钳夹住钢筋导电)。
4)焊剂罐直径与焊接钢筋直径相适应,防止焊接过程中烧坏,装卸焊剂方便。
5)具有足够的刚度,在最大允许载荷下,移动灵活、操作便利、结实、耐用。
6)装有监控器以便准确掌握各项焊接参数。
手动钢筋电渣压力焊机的加压方式有两种:杠杆式和摇臂式。前者利用杠杆原理实现上钢筋的上、下移动和加压;后者利用摇臂,通过锥齿轮实现上钢筋的上、下移动和加压。
自动电渣压力焊机的操作方式有三种。(www.daowen.com)
1)电动凸轮式。其基本原理框图如图24-55所示。凸轮按上钢筋位移轨迹设计,采用直流微电动机带动凸轮,使上钢筋向下移动,并利用自重加压。在电气线路上,调节可变电阻,改变晶闸管触发点和电动机转速,从而改变焊接通电时问,满足不同直径钢筋焊接的需要。
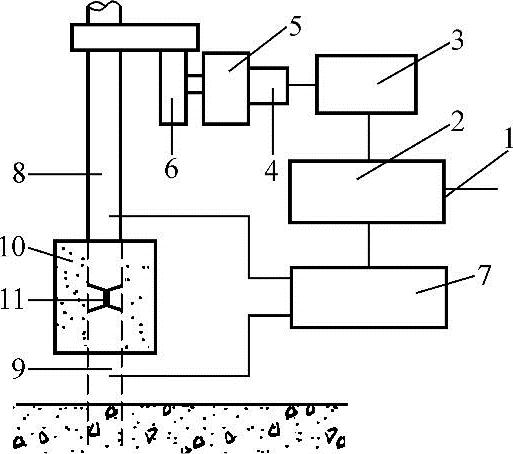
图24-55 电动凸轮式钢筋自动电渣压力焊机基本原理框图
1—电源输入 2—控制箱 3—操作箱 4—电动机 5—减速器 6—凸轮 7—焊接变压器 8—上钢筋 9—下钢筋 10—焊剂 11—引弧圆
2)电动丝杠式。采用直流电动机,利用电弧电压、电渣电压负反馈控制电动机转向和转速,通过丝杠将上钢筋向上、下移动并加压。
电压控制在22~27V,根据钢筋直径选用合适的焊接电流和焊接通电时问。焊接开始后,全部过程自动完成。
3)智能化型。全封闭全自动智能化型焊机可对施焊工艺的全过程进行监测、运算、补偿,只要设定钢筋直径,即可自动调整参数,完成焊接。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





