钢筋电渣压力焊具有电弧焊、电渣焊和压力焊的特点。焊接过程包括四个阶段,如图24-52所示;各个阶段的焊接电压与焊接电流波形变化(各取0.1s),如图24-53所示。

图24-52 钢筋电渣压力焊焊接过程示意图
a)引弧前 b)引弧过程 c)电弧过程 d)电渣过程 e)顶压过程 f)凝固后 1、2—上、下钢筋 3—焊剂 4—电弧 5—熔池 6—熔渣(渣池) 7—焊包 8—渣壳
(1)引弧过程 上、下两钢筋分别与弧焊电源两个输出端连接,钢筋端部埋于焊剂之中,两端面之问留有一定问隙。采用接触引弧,具体的引弧方法有两种。一种是直接引弧法,当弧焊电源(电弧焊机)一次回路接通后,将上钢筋下压至与下钢筋接触,并立即上提,产生电弧。另一种方法是铁丝圈引弧法,在两钢筋的问隙中预先安放一个高10mm的引弧铁丝圈或者一个φ3.2mm、高约10mm的焊条芯,当焊接电流通过时,由于铁丝(焊条芯)细,电流密度大,立即熔化、蒸发、原子电离而引弧。
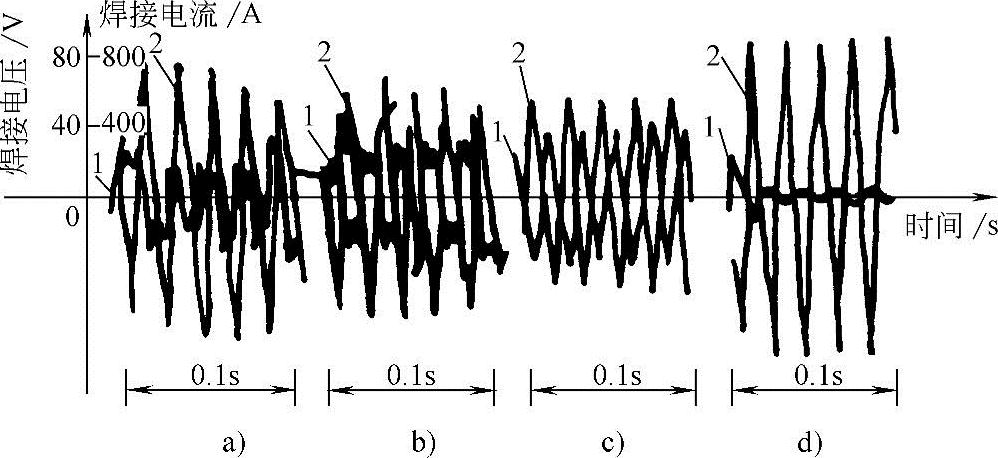
图24-53 焊接过程中各个阶段的焊接电压与焊接电流
a)引弧过程 b)电弧过程 c)电渣过程 d)顶压过程 1—焊接电压 2—焊接电流(https://www.daowen.com)
(2)电弧过程 焊接电弧在两钢筋之问燃烧,电弧热将两钢筋端部熔化。由于热量容易向上流动,上钢筋端部的熔化量约为整个接头钢筋熔化量的3/5~2/3,略大于下钢筋端部熔化量。
随着电弧的燃烧,熔化的金属形成熔池,熔融的焊剂形成熔渣(渣池),覆盖于熔池之上。熔池受到熔渣和焊剂蒸气的保护,不与空气接触。
随着电弧的燃烧,上下两钢筋端部逐渐熔化,为保持电弧的稳定,上钢筋应不断下送,下送速度应与钢筋熔化速度相适应。
(3)电渣过程 随着电弧过程的延续,两钢筋端部熔化量增加,熔池和渣池加深,待达到一定深度时,加快上钢筋的下送速度,使其端部直接与渣池接触,这时,电弧熄灭,电弧过程变为电渣过程。
电渣过程是利用焊接电流通过液体渣池产生的电阻热对两钢筋端部继续加热,渣池温度可达到1600~2000℃。
(4)顶压过程 待电渣过程产生的电阻热使上、下两钢筋的端部达到全断面均匀加热的时候,迅速将上钢筋向下顶压,液态金属和熔渣全部挤出,随即切断电源,焊接结束。冷却打掉渣壳后,露出带金属光泽的焊包,如图24-54所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






