
壁厚大于50mm的各类箱形、圆筒形、大断面及其他类型的重型构件,采用电渣焊结构在技术经济上是较合适的。采用板-焊、锻-焊或铸-焊结构取代整锻、整铸结构,从而使设计的零件可以不受铸、锻设备吨位级的限制。在20世纪60年代初制造成的1.2×108N水压机就是一个突出的例子。
例1 大型水压机工作缸(图24-45)
工作缸采用铸-焊结构,材质为ZG230—450。采用丝极电渣焊将三段拼焊而成,由于缸体各段长度与直径尺寸相近,故一条电渣焊环缝不必采取反变形措施。但为了减少缸体轴线方向上的总变形量,两条电渣焊缝引弧位置应交叉180°。缸体壁厚大于200mm,为减少冒口部分的切割量,采用斗式引弧板引弧(图24-34)。
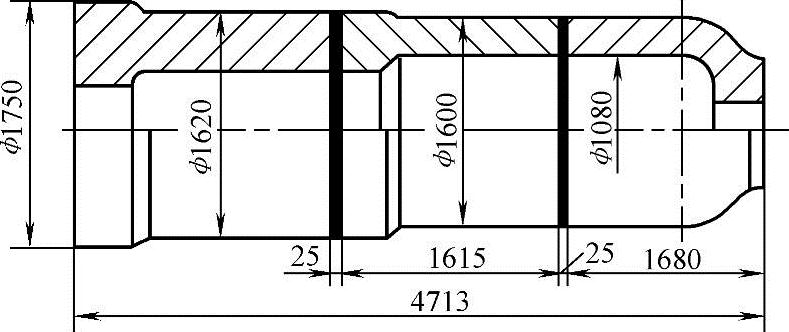
图24-45 水压机工作缸
为了消除焊接应力及改善焊接接头的力学性能,工作缸按图24-46要求进行正火—回火热处理。
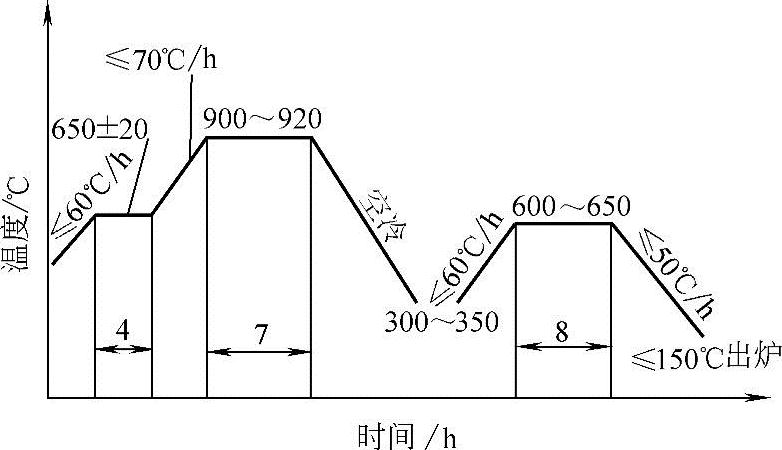
图24-46 工作缸正火—回火条件
例2 立辊轧机机架(图24-47)
立辊轧机机架重达90t,材质为ZG270—500,结构较复杂,由左、右牌坊及前、后之上、下横梁组成。机架上、下横梁分段处为空心断面。为适应电渣焊工艺需要,在焊接接头部分将其空心断面铸成矩形断面,图24-48为其焊接坡口尺寸。每个立辊牌坊有4个焊接接头(图24-49)可分二次施焊。首先焊接接头Ⅱ,然后翻身焊接接头Ⅰ。均采用多熔嘴电渣焊。图24-50为其熔嘴排列尺寸及引弧底板尺寸。焊接条件及焊后正火—回火热处理条件分别见表24-32和图24-51。
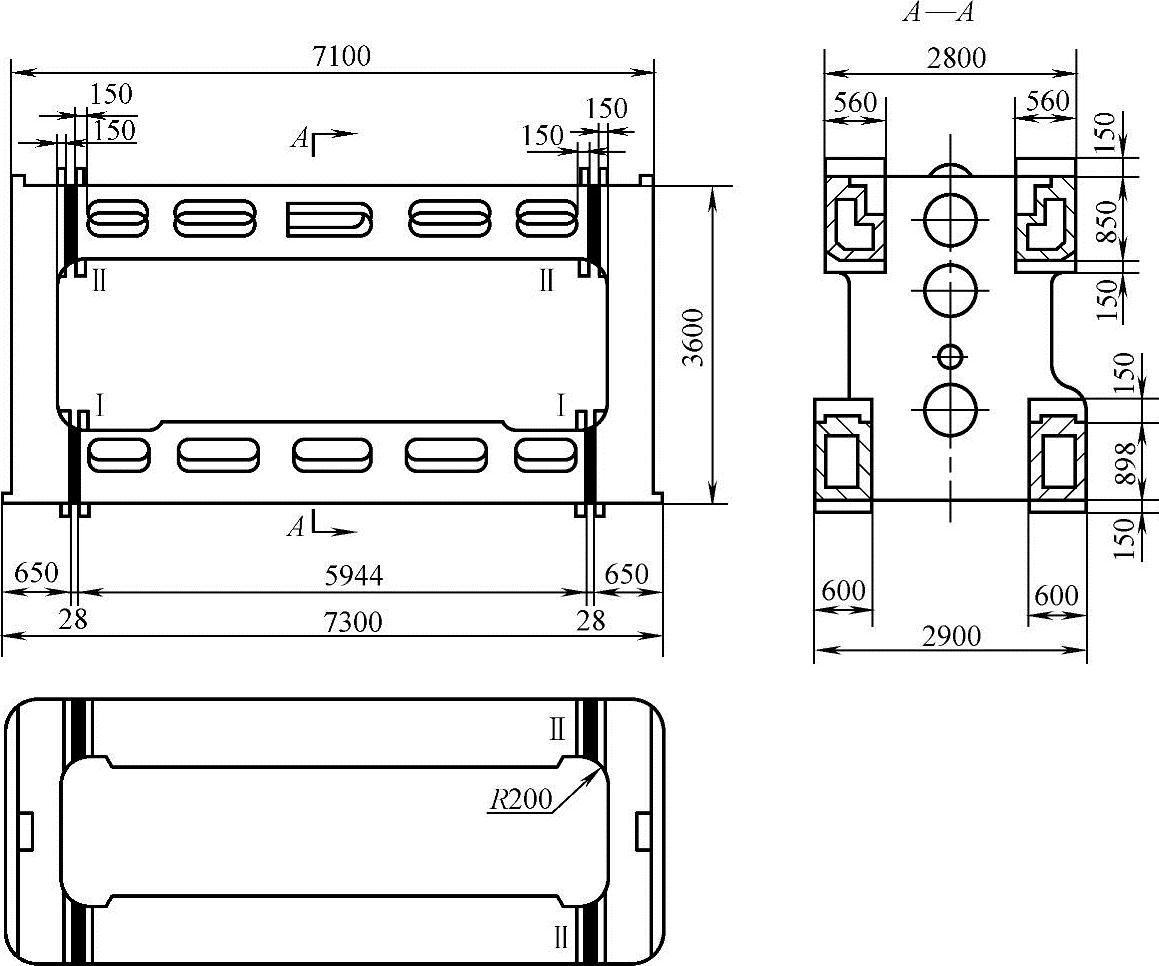
图24-47 立辊轧机机架(www.daowen.com)
表24-32 立辊机架焊接条件
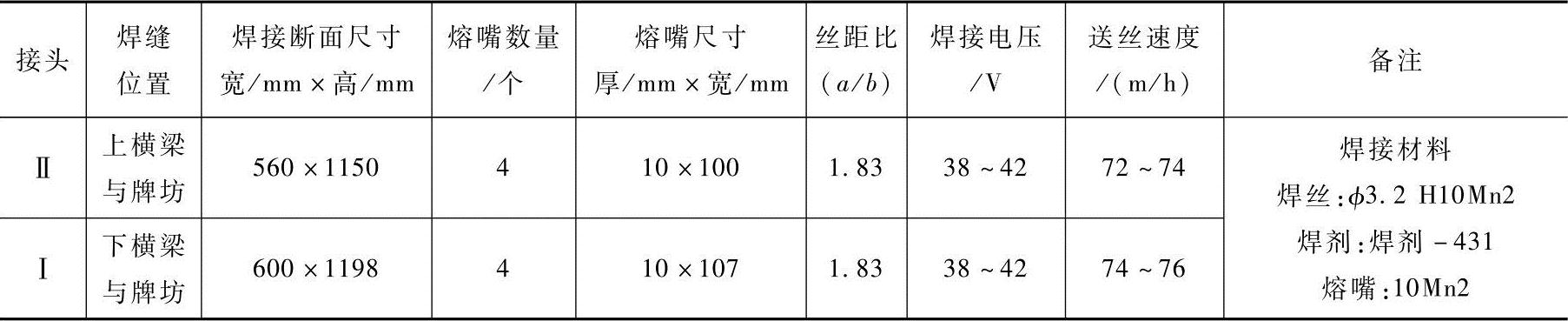
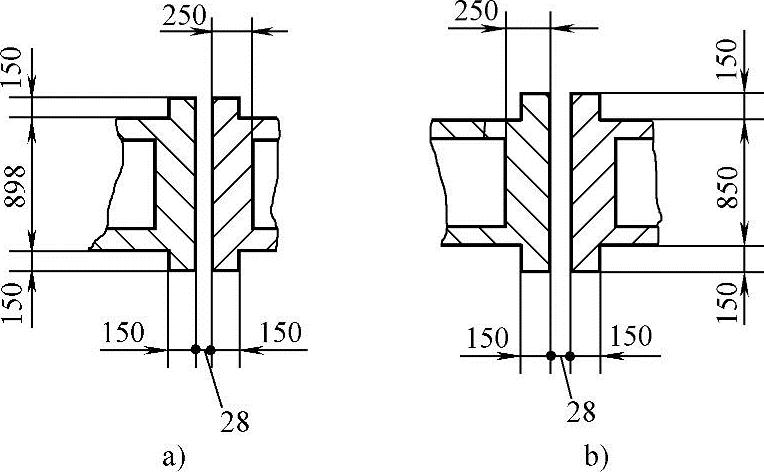
图24-48 焊接坡口尺寸
a)接头Ⅰ b)接头Ⅱ
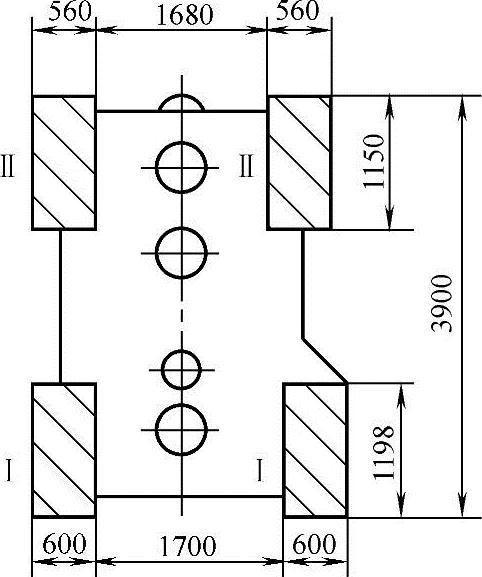
图24-49 焊接接头
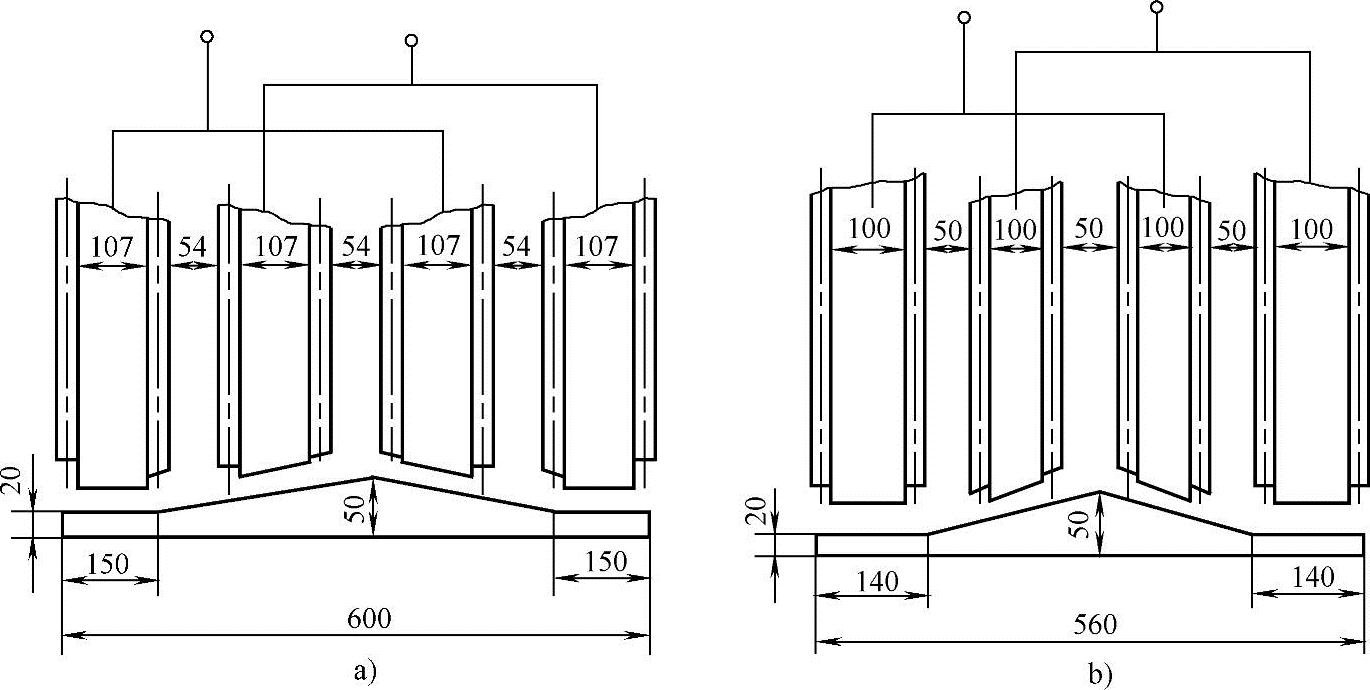
图24-50 熔嘴排列尺寸及引弧底板尺寸
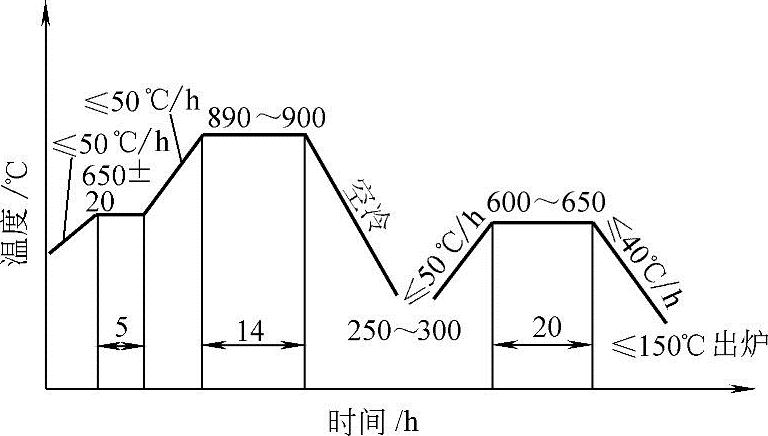
图24-51 立辊机架正火—回火条件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





