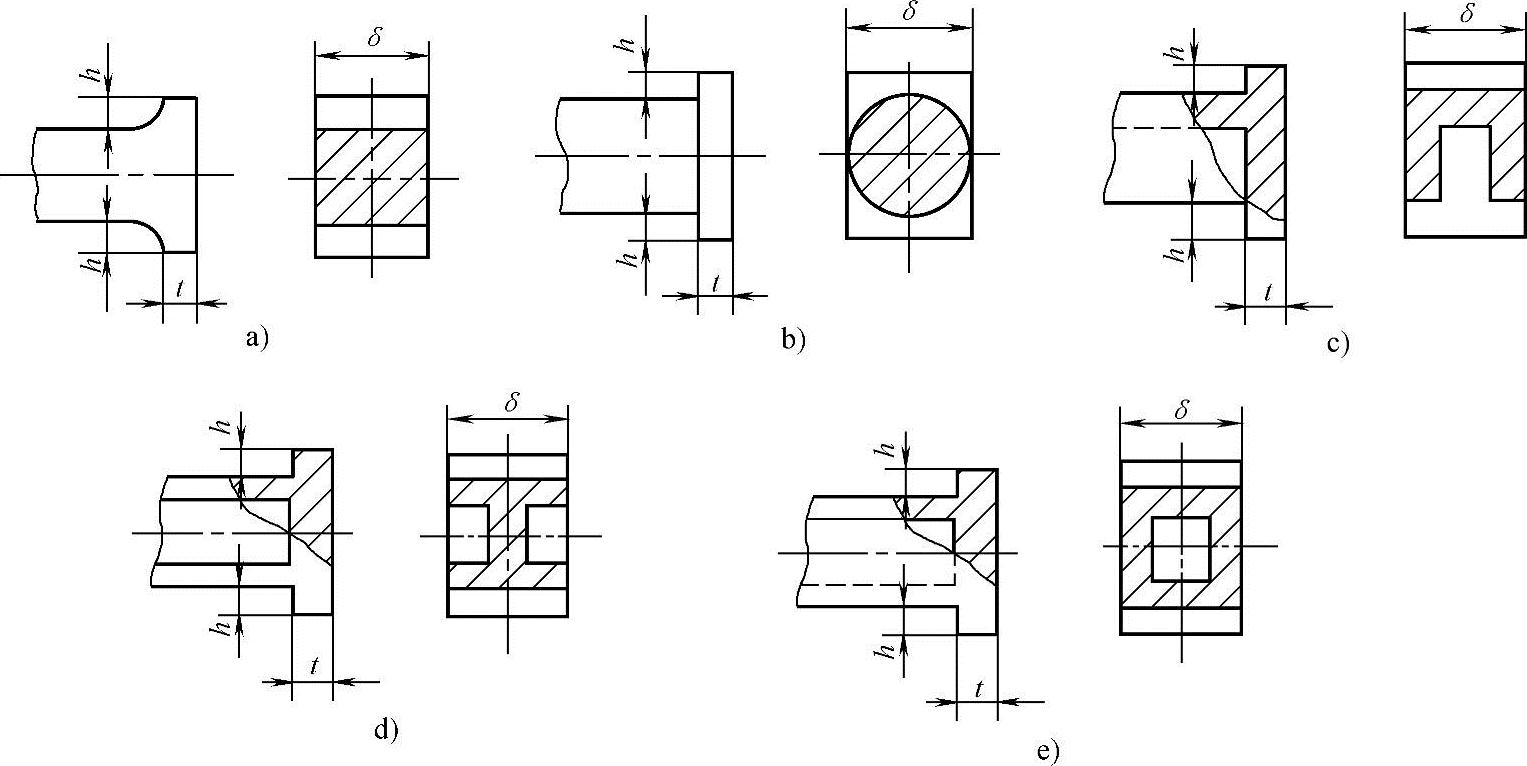
【摘要】:电渣焊的主要优点之一是坡口加工比较简单,一般钢板经热切割并清除氧化物后即可进行电渣焊接。焊接面的加工要求及加工最小宽度见图24-25。余量的大小取决于焊接变形量,热处理变形量焊缝少的简单构件,加工余量取10~20mm,焊缝较多的复杂结构件加工余量取20~30mm。
电渣焊的主要优点之一是坡口加工比较简单,一般钢板经热切割并清除氧化物后即可进行电渣焊接。铸件、锻件由于尺寸误差大、表面不平整等原因,焊前均须进行机械切削加工。焊接面的加工要求及加工最小宽度见图24-25。当不作为超声波检测面时B≥60mm,加工表面粗糙度rz为25μm。当需要采用斜探头超声波检测时B≥1.5倍工件厚度(Bmin≥δ+50mm),其加工面表面粗糙度rz为6.3μm。
对焊后需要进行机械加工的面,焊前应留有一定的加工余量。余量的大小取决于焊接变形量,热处理变形量焊缝少的简单构件,加工余量取10~20mm,焊缝较多的复杂结构件加工余量取20~30mm。
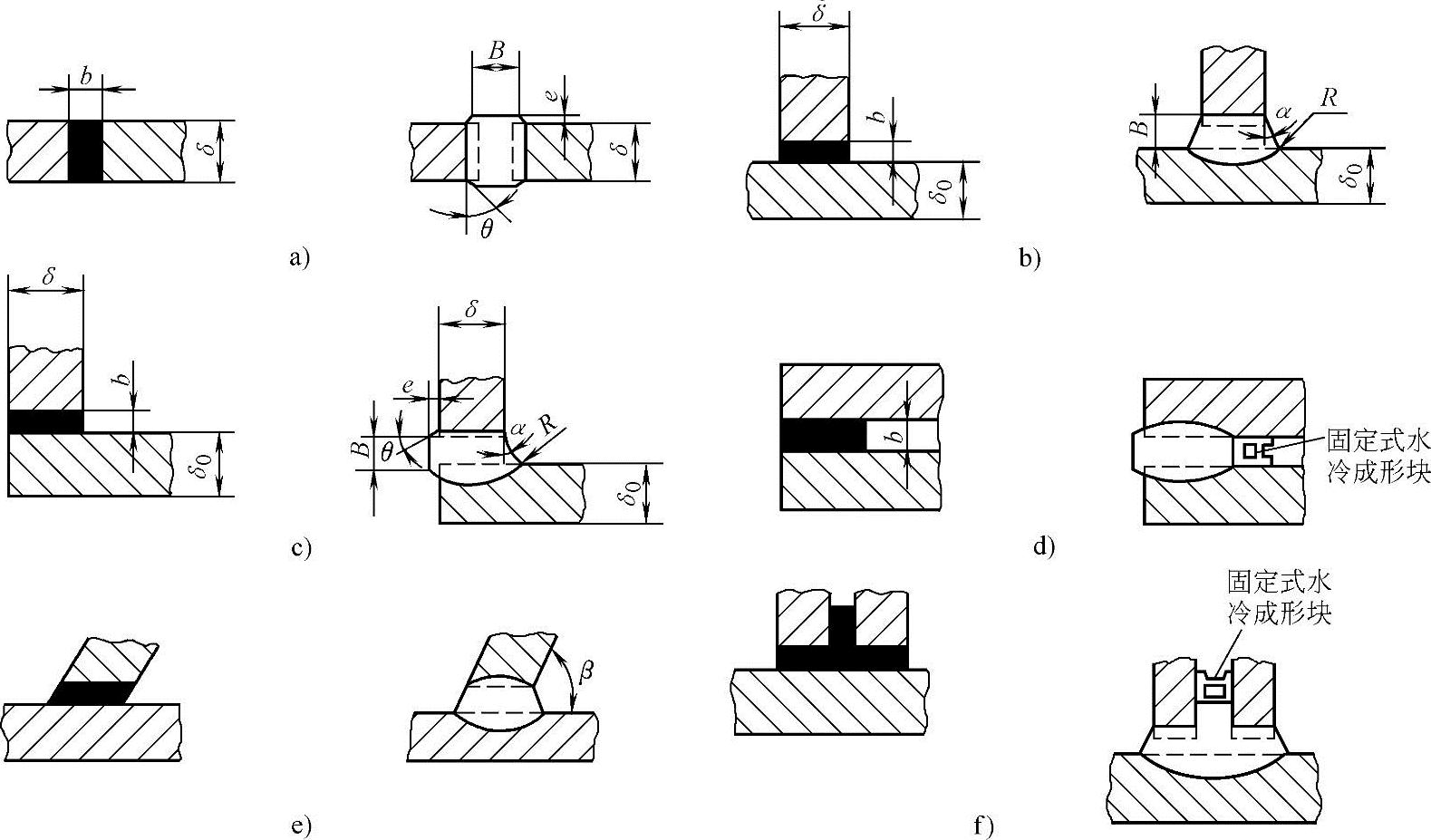
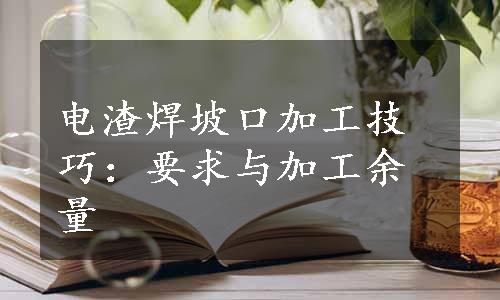
图24-23 电渣焊基本接头形式
a)对接接头 b)丁宇接头 c)角接接头 d)叠接接头 e)斜角接头 f)双丁宇接头
表24-13 各种形式的电渣焊接头尺寸
 (www.daowen.com)
(www.daowen.com)
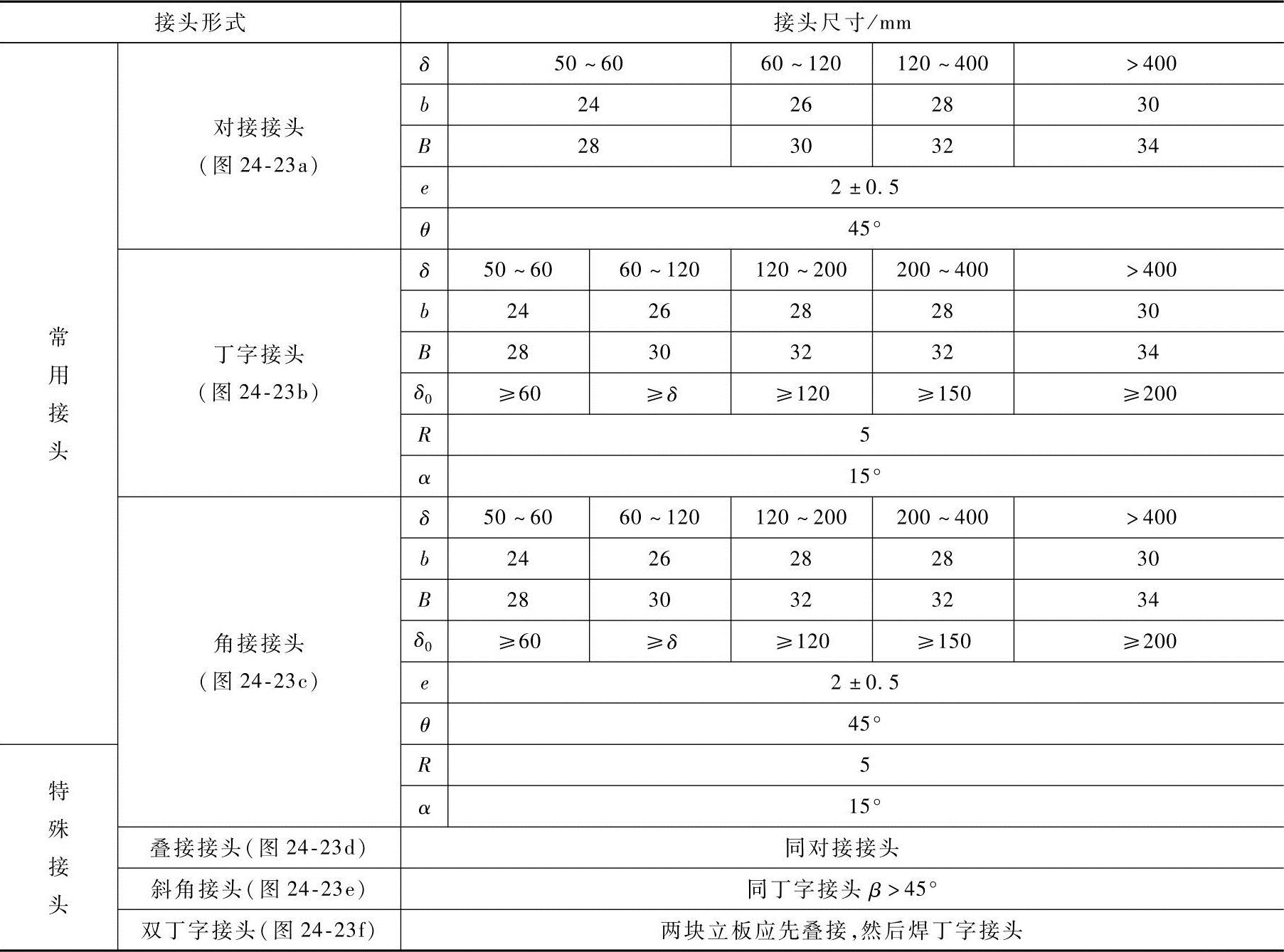
图24-24 各种形状断面工件在焊接处断面形状(有关尺寸见表24-14)
a)矩形工件断面 b)圆形 c)Ⅱ形 d)工宇形 e)回宇形
表24-14 各种断面形状的工件焊接断面尺寸(参看图24-24)(单位:mm)

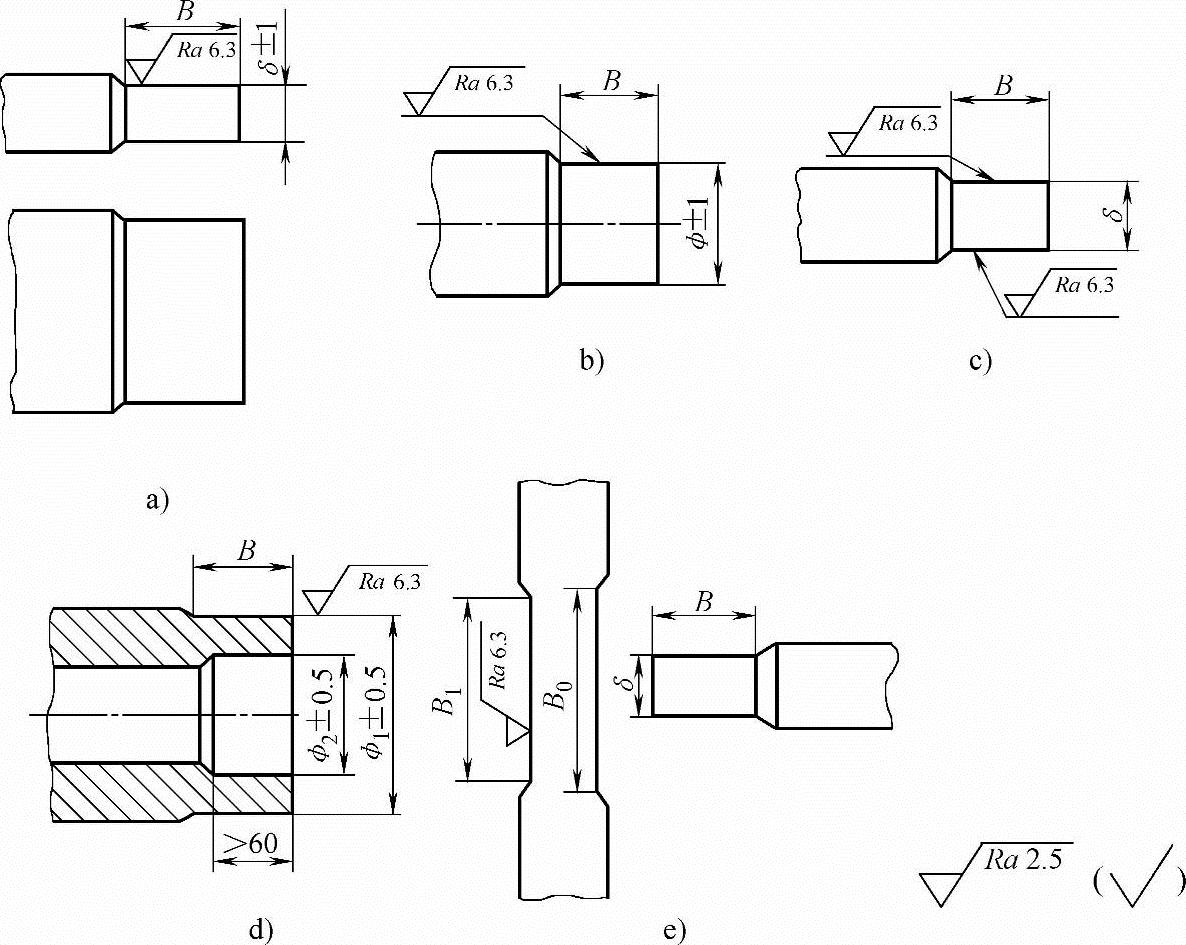
图24-25 铸、锻件焊接面的加工要求
a)矩形面对接 b)圆形面对接 c)大厚度或重要工件 d)环缝对接 e)丁宇形接头
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






