【摘要】:电渣焊焊缝金属的化学成分和力学性能主要是通过调整焊接材料的合金成分来加以控制。由于渣池温度较低,冶金反应缓慢而且焊剂含量很少,一般不通过焊剂向焊缝金属渗合金。在丝极、熔嘴、管极电渣焊时,常用的焊丝直径尺寸是2.4mm和3.2mm。实践证明直径2.4mm和3.2mm焊丝的熔敷率、给送性能、焊接电流范围和可校直性等综合性能最佳。焊芯一般采用10、16或20冷拔无缝钢管,根据焊接接头形状尺寸可选用φ14mmx2mm、φ14mmx3mm、φ12mmx4mm、φ12mmx3mm等多种型号钢管。
电渣焊焊缝金属的化学成分和力学性能主要是通过调整焊接材料的合金成分来加以控制。由于渣池温度较低,冶金反应缓慢而且焊剂含量很少,一般不通过焊剂向焊缝金属渗合金。在选择电渣焊电极时应考虑到母材对焊缝的稀释作用。
在焊接碳钢和高强度低合金钢时,为使焊缝具有良好的抗裂性和抗气孔能力,除控制电极的硫磷含量外,电极的w(C)通常低于母材(一般控制在0.10%左右),由此引起焊缝力学性能的降低可通过提高锰、硅和其他合金元素来补偿。
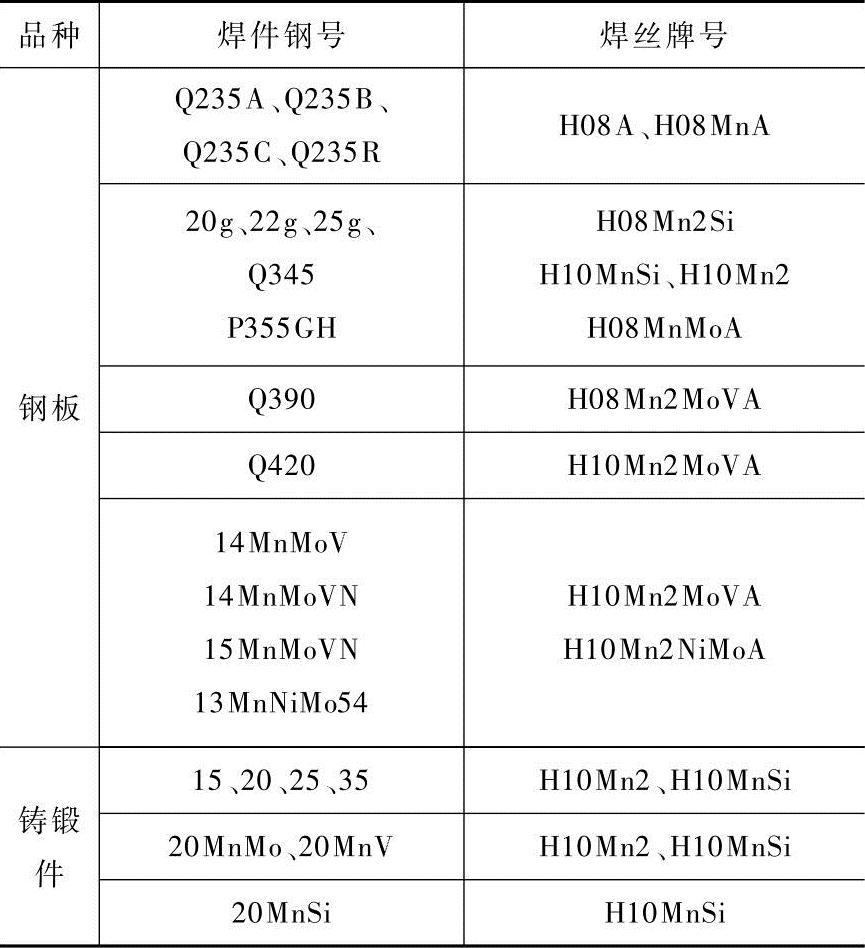
在丝极电渣焊中,焊接w(C)<0.18%的低碳钢,可采用H08A或H08MnA焊丝,焊接w(C)=0.18%~0.45%的碳钢及低合金钢时,可采用H08MnMoA或H10Mn2焊丝。在丝极、熔嘴、管极电渣焊时,常用的焊丝直径尺寸是2.4mm和3.2mm。实践证明直径2.4mm和3.2mm焊丝的熔敷率、给送性能、焊接电流范围和可校直性等综合性能最佳。常用钢材电渣焊焊丝选用见表24-9。
板极和熔嘴板使用的材料也可按上述原则选用,在焊接低碳钢和低合金结构钢时,通常用Q295钢板作为板极和熔嘴板,熔嘴板厚度一般取10mm,熔嘴管一般用φ10mmx2mm、20号无缝钢管,熔嘴板宽度及板极尺寸应按接头形状和焊接工艺需要确定。(www.daowen.com)
表24-9 常用钢村电渣焊焊丝选用表
管极电渣焊所用的电极-管状焊条,由焊芯和涂料层(药皮)组成。焊芯一般采用10、16或20冷拔无缝钢管,根据焊接接头形状尺寸可选用φ14mmx2mm、φ14mmx3mm、φ12mmx4mm、φ12mmx3mm等多种型号钢管。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







