
1.电源
从经济方面考虑电渣焊多采用交流电源。
为保持稳定的电渣过程及减小网路电压波动的影响,电渣焊电源应保证避免出现电弧放电过程或电渣-电弧的混合过程,否则将破坏正常的电渣过程。因此电渣焊电源必须是空载电压低、感抗小(不带电抗器)的平特性电源。另外,电渣焊变压器必须是三相供电,其二次电压应具有较大的调节范围。由于电渣焊焊接时问长,中问无停顿,在生产中如果遇到焊接过程中断,则恢复焊接过程的辅助工作量较大,因此电渣焊电源应按负载持续率100%考虑。
目前国内常用的电渣焊电源有:
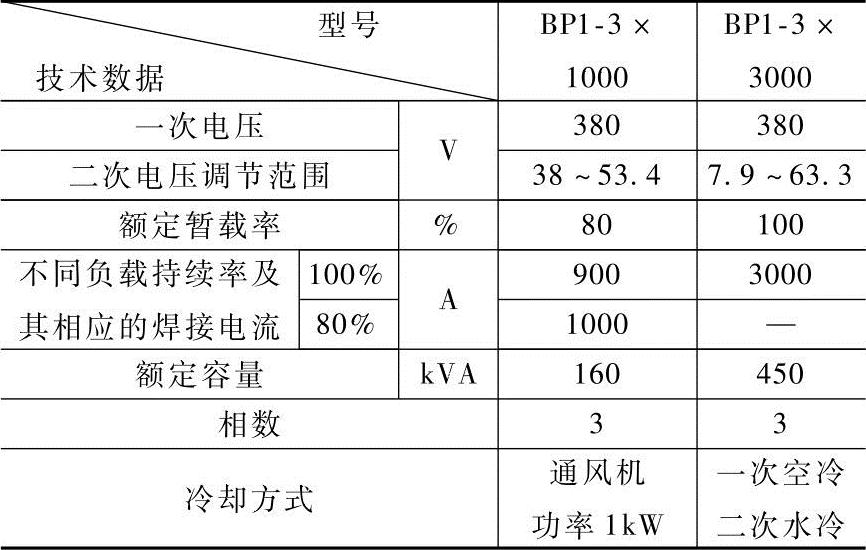
1)BP1-3x1000和BP1-3x3000电渣焊变压器,其主要技术数据见表24-3。
表24-3 Bp1-3×1000和Bp1-3×3000电渣焊变压器的主要技术数据
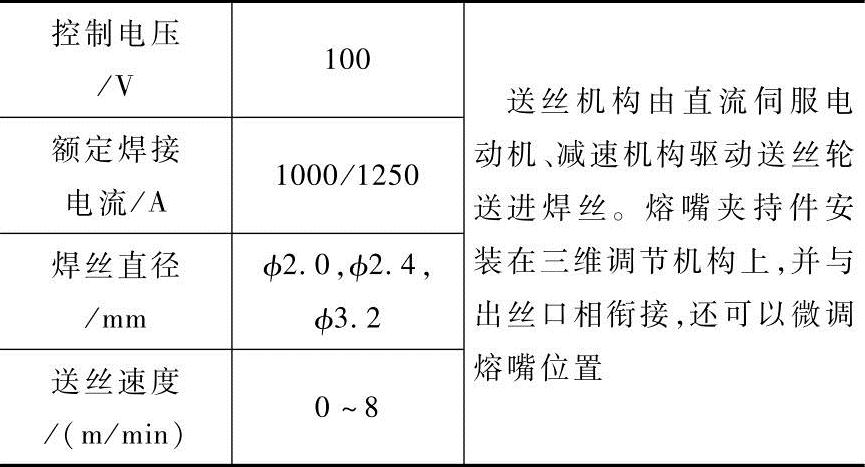
2)HR-1000和HR-1250电渣焊变压器,其主要技术数据见表24-4。
表24-4 HR-1000和HR-1250电渣焊变压器的主要技术数据

HR-1000电渣焊变压器外形如图24-11所示。
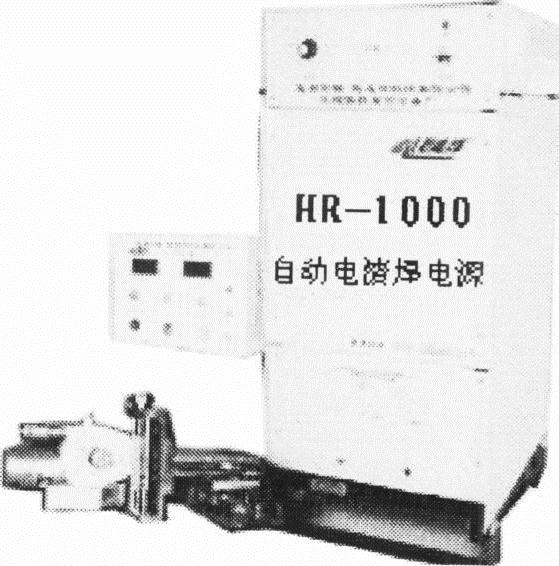
图24-11 HR-1000电渣焊变压器
3)专用焊机。
①箱形梁电渣焊机(图24-12、图24-13)。该机分为门形式ZHS-2x1250和悬臂式SBD12-2x1250两种,专门用于钢结构箱型梁的小孔电渣焊接。

图24-12 ZHS-2×1250箱形梁门式电渣焊机[4]

图24-13 SBD12-2×1250箱形梁悬臂式电渣焊机[5]
独特的电路设计及机械结构的合理设计方式可确保整套系统从引弧造渣到稳定焊接直至渣池引出,整个焊接过程稳定可靠地进行。
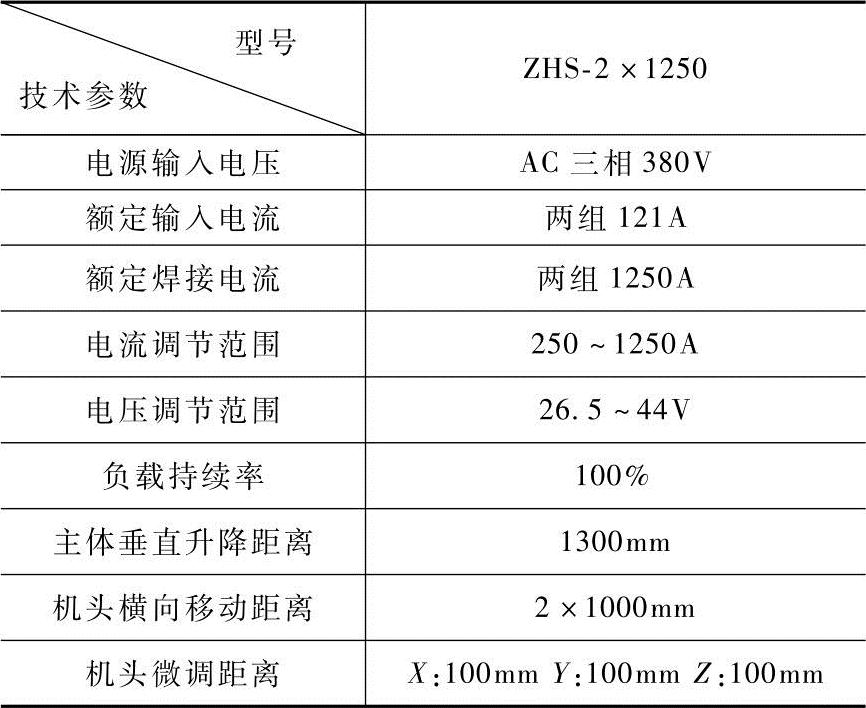
两台电渣焊机在箱形梁两边同时进行焊接,送丝速度快,工件变形小。两种焊机的技术参数见表24-5。
表24-5 ZHS-2×1250电渣焊机技术参数
②ZH-1250A电渣焊机(图24-14)。该机由ZH-1250A电渣焊电源和电渣焊小车或专用机头及专用控制系统组成,使用范围广,可用于箱形梁小孔电渣焊、炼钢厂高炉、大型水轮机及其他各种电渣焊的形式。

图24-14 ZH-1250A型电渣焊机[4]
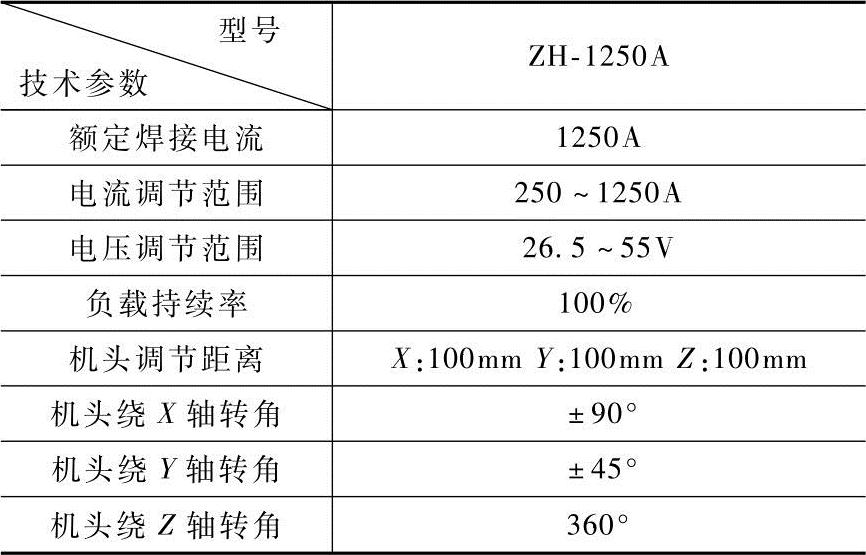
通过电源和机头的组合可实现单台或多台同时电渣焊,还可将轻便、小巧的机头安放于各种难施工的位置。ZH-1250A电渣焊机技术参数见表24-6。
表24-6 ZH-1250A电渣焊机技术参数
 (www.daowen.com)
(www.daowen.com)
2.机头
丝极电渣焊机头包括送丝机构、摆动机构及上下行走机构。
(1)送丝机构和摆动机构 电渣焊送丝机构与熔化极电弧焊使用的送丝机构类似。送丝速度可均匀无级调节。目前国内生产的HR-1000型丝极电渣焊机的送丝机构可由一台驱动电动机利用齿轮箱同时送进焊丝(图24-15)。摆动机构的作用是扩大焊丝所焊的工件厚度,它的摆动距离、行走速度以及在每一行程终端的停留时问均可控制和调整。机头参数见表24-7。
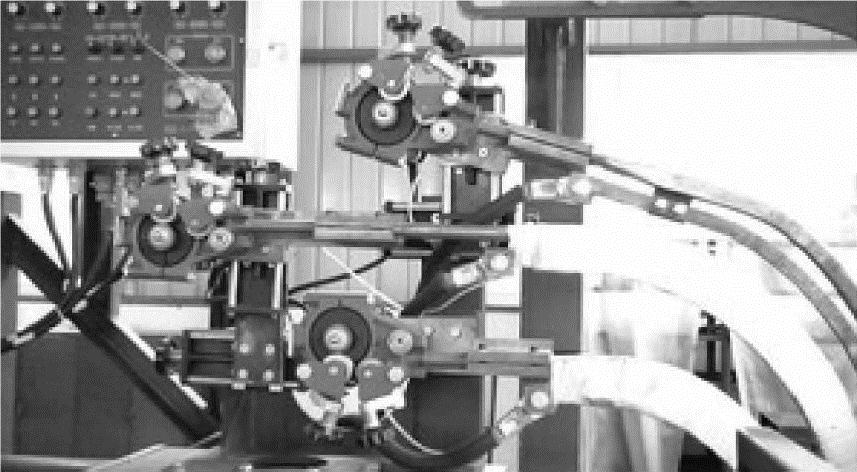
图24-15 电渣焊三丝送丝机[6]
表24-7 HR-1000型机头参数
(2)升降机构 电渣焊立架(图24-16)是将电渣焊机连同焊工一起按焊速提升的装置。它主要用于立缝的电渣焊,若与焊接滚轮架配合,也可用于环缝的电渣焊。
电渣焊立架多为板焊结构或桁架结构,一般都安装在行走台车上。台车由电动机驱动,单速运行,可根据施焊要求,随时调整与焊件之问的位置。
桁架结构的电渣焊立架由于重量较轻,因此,也常采用手驱动使立架移行。
电渣焊机头的升降运动,多采用直流电动机驱动,无级调速。为保证焊接质量,要求电渣焊机头在施焊过程中始终对准焊缝,因此在施焊前,要调整焊机升降立柱的位置,使其与立缝平行。调整方式多样,有的采用台车下方的四个千斤顶进行调整(图24-16);有的采用立柱上下两端的球面铰支座进行调整。在施焊时,还可借助焊机上的调节装置随时进行细调。
有的电渣焊立架还将工作台与焊机的升降做成两个相对独立的系统,工作台可快速升降,焊机则由自身的电动机驱动,通过齿轮-齿条机构,可沿导向立柱多速升降。由于两者自成系统,可使焊机在施焊过程中不受工作台的干扰。
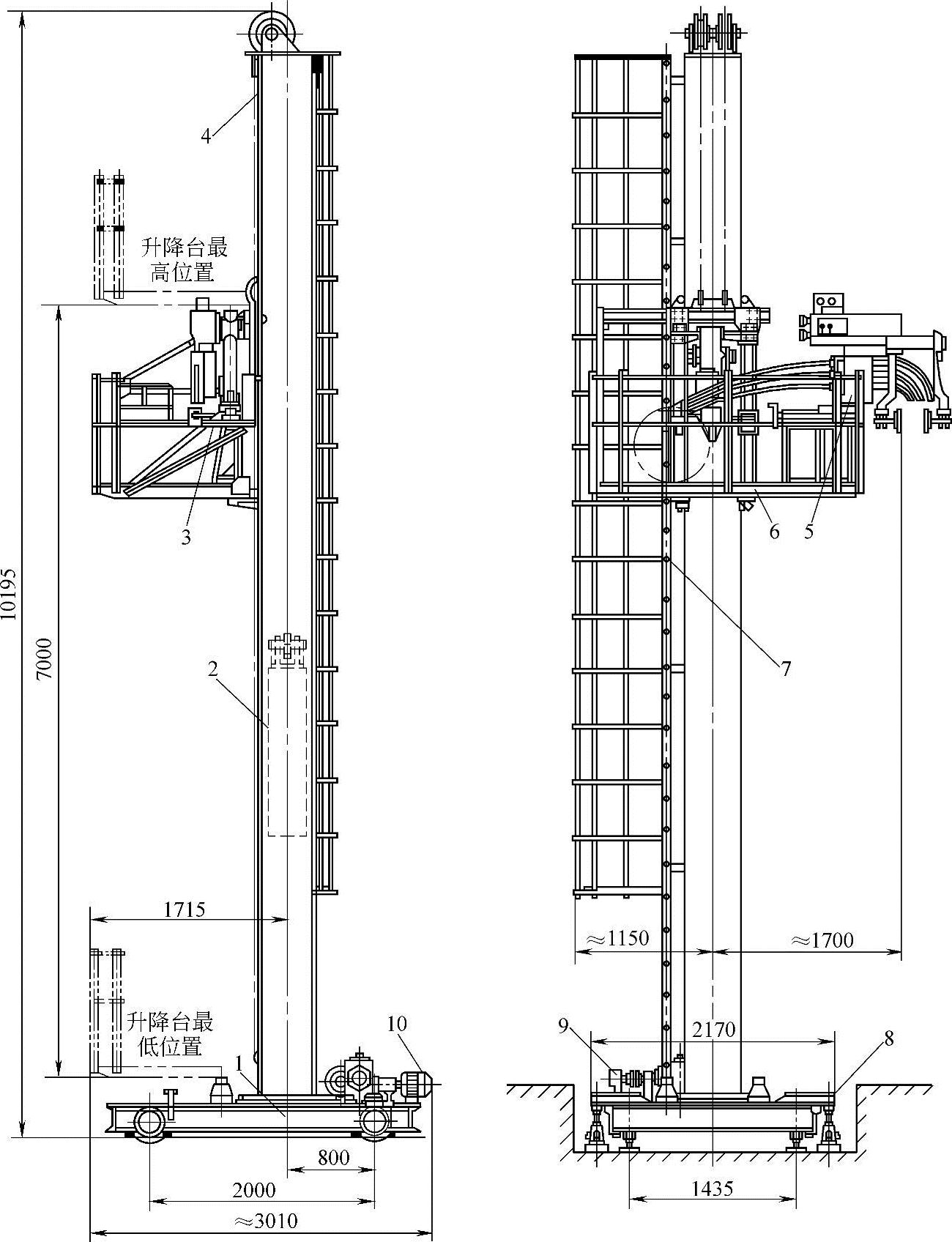
图24-16 电渣焊立架
1—行走台车 2—升降平衡重 3—焊机调节装置 4—焊机升降立柱 5—电渣焊机 6—焊工、焊机升降台 7—扶梯 8—调节螺旋千斤顶 9—起升机构 10—运行机构
电渣焊立架技术数据:焊件最大高度7000mm;升降台行程7000mm;升降台起升速度:焊速运行0.5~9.6m/h,空程运行50~80m/h;升降台允许载荷500kg;升降电动机功率0.7kW(直流);台车行走速度180m/h;行走电动机功率1kW;机重6867kg。
3.电控系统
电渣焊电控系统主要由送进焊丝的电动机的速度控制器、焊接机头横向摆动距离及停留时问的控制器、升降机构垂直运动的控制器以及电流表、电压表等组成。国产kHR-1型电渣焊控制箱采用单片微处理机芯片作为主控单元,通过控制电缆所采集的反馈信号,以及控制箱面板上发出的指令信号,经运算处理后对整个系统工作状态进行控制调节。该控制箱具有焊丝到位自停及故障自诊断功能。并根据电渣焊电源外特性特征设定相应的送丝速度控制方式。
4.水冷成形(滑)块
为了提高电渣焊过程中金属熔池的冷却速度,水冷成形(滑)块一般用纯铜板制成。环缝电渣焊用的固定式内水冷成形圈,当允许在工件内部留存(如柱塞等产品)时,也可用钢板制成。
1)图24-17为固定式水冷成形块,该成形块的一侧加工成与焊缝加厚部分形状相同的成形槽,另一侧焊上冷却水套。单块固定式水冷成形块的长度通常为300~500mm。
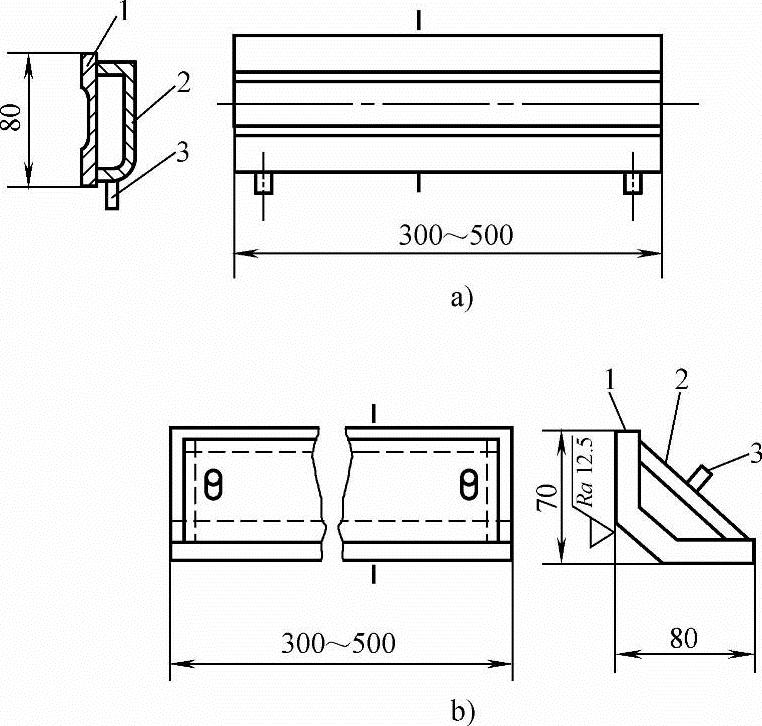
图24-17 固定式水冷成形块
a)对接接头用 b)丁宇形接头用
1—铜板 2—水冷罩壳 3—管接头
2)图24-18为移动式水冷成形滑块。它的形状和结构与固定式成形块相似,只是长度较短。
3)图24-19为环缝电渣焊内成形滑块,它可以根据工件的内圆尺寸制成相应的弧形。内成形滑块要求固定在支架上,用来保持滑块的位置和将滑块压紧在工件的内表面上。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





