在纤维增强铝基复合材料的钎焊中,通常采用搭接的接头类型,以保证纤维在钎焊接头中的连续性,从而提高接头的性能。在这种情况下,纤维增强铝基复合材料的钎焊实质变成了铝合金基体的钎焊,因而可以采用与铝合金相同的钎焊技术,但需注意钎焊参数的选择,以防严重损害复合材料本身的性能。
1.纤维增强铝基复合材料的软钎焊
在纤维增强铝基复合材料的软钎焊中,主要采用镉基、锌基及锡基钎料,如SCd95Ag5、SZn95Al5和SSn96.5Ag3.5等,同时配用相应的钎剂。焊前采用砂纸打磨、钢丝刷清理、碱洗或化学镀镍(镀层厚度为0.05mm)等方法进行表面处理。钎焊中以轻微碳化的氧乙炔火焰加热。
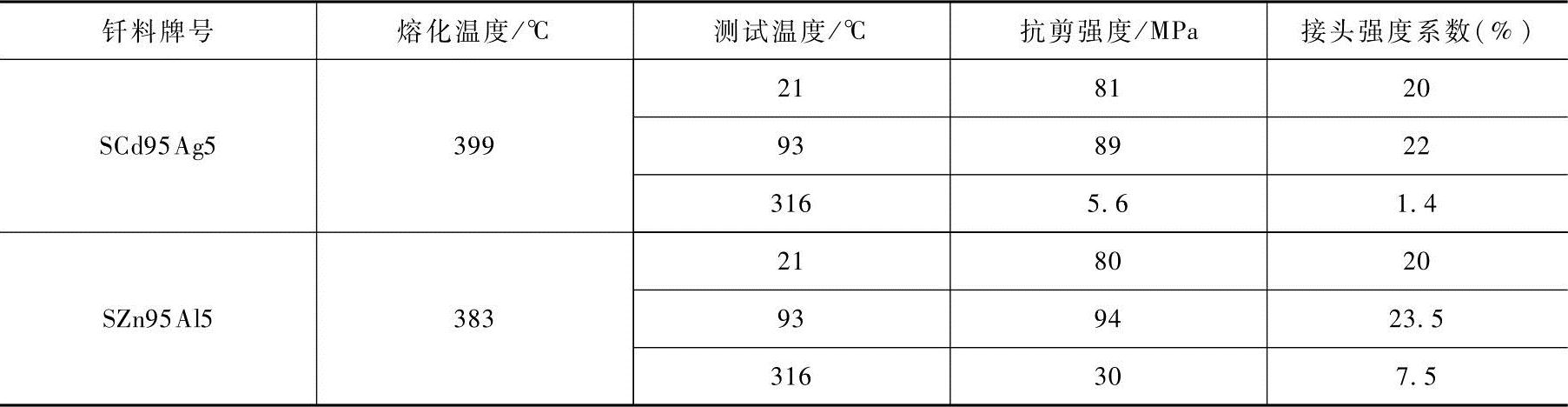
采用SCd95Ag5和SZn95Al5钎焊的Bf/6061Al复合材料接头的剪切性能见表23-26所示。可以看出,采用两种钎料钎焊的接头,在室温下的抗剪强度基本相同,而在高温(316℃)时差别很大。因此,高温应用的场合应优先选用SZn95Al5钎料,而室温应用时可选用SCd95Ag5,因为后者的钎焊工艺和钎缝成形好。
表23-26 BF/6061Al复合村料软钎焊接头的剪切性能
 (www.daowen.com)
(www.daowen.com)
2.纤维增强铝基复合材料的硬钎焊
对纤维增强铝基复合材料进行硬钎焊时,主要采用铝基钎料,如BAl93Si7、BAl88Si12和BAl86.6Si11.6Mg1.5B0.3等。钎焊中应注意的问题包括两个方面:一是防止因钎焊温度过高而造成对复合材料性能的损害;二是防止因钎料中的硅扩散进入铝合金基体而产生脆化作用。为避免此类问题的发生,可以选择钎焊温度低的钎料,如BAl86.6Si11.6Mg1.5B0.3等。Mg和B的加入不仅降低了钎料的熔点,提高了钎料对复合材料的润湿性,而且降低了对钎焊真空度的要求,同时也提高了接头的性能。此外,还可在复合材料的钎焊面上包覆一层纯铝箔,阻碍钎料与复合材料之问的扩散反应,从而提高接头的性能。
采用BAl88Si12钎料,在氩气保护下炉中钎焊的Bf/6061Al复合材料接头的拉伸性能见表23-27。可以看出,斜面对接接头对斜面角度非常敏感,当斜面角度由2°变为5°时,接头强度系数降低一半。此外,由于Al-Si钎料对硼纤维的润湿性差,且硼纤维在钎焊面处又不连续,因而接头总是断在钎焊界面处。
表23-27 BF/6061Al复合村料硬钎焊接头的拉伸性能

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






