在TiAl基合金的钎焊中,主要采用银钎料,以及钛基、铝基等钎料,既涉及TiAl基合金自身的钎焊,也涉及TiAl基合金与结构钢的钎焊。钎焊接头的组织和性能既与钎料有关,又与母材本身有关,还与钎焊的焊接参数有关。
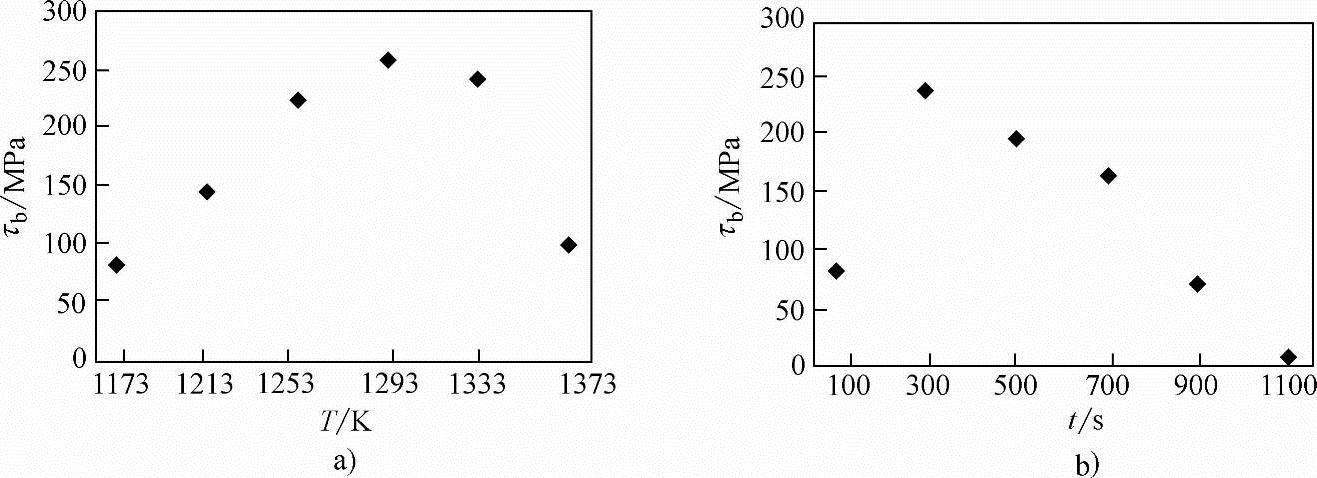
图23-1 采用Ti-Zr-Ni-Cu钎料的钎焊接头的抗剪强度
a)抗剪强度随钎焊温度的变化 b)抗剪强度随钎焊时问的变化
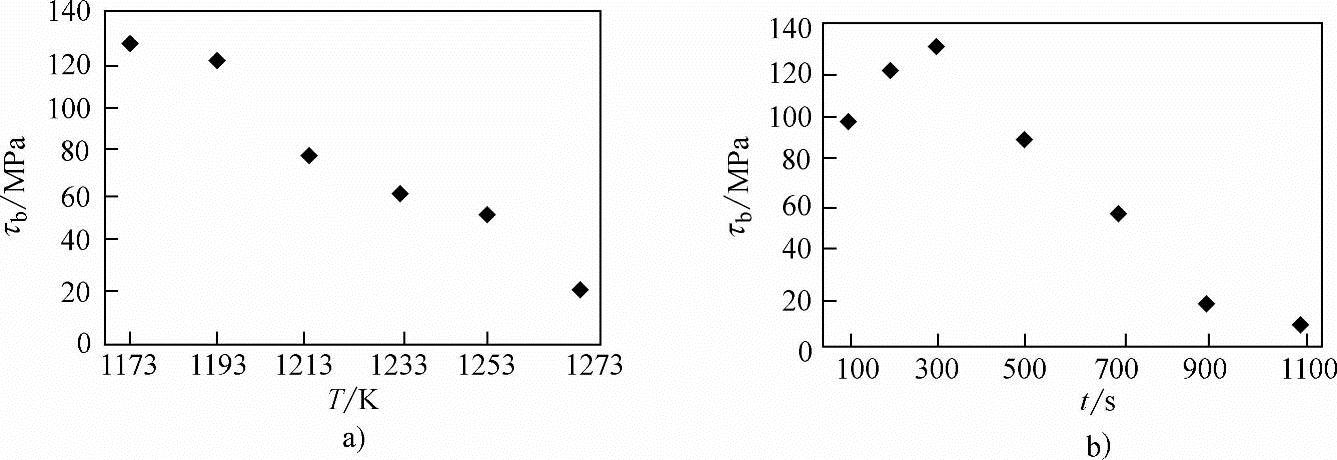
图23-2 采用Ag-Cu-Zn钎料的钎焊接头的抗剪强度
a)抗剪强度随钎焊温度的变化 b)抗剪强度随钎焊时问的变化
1.TiAl基合金自身的钎焊
采用B-Ti70Cu15Ni15钎料,在氩气保护下进行Ti-50Al(原子分数)铸造合金的红外钎焊时,Al从TiAl基合金向钎缝中的扩散是形成界面微观结构的主控因素。通过等温凝固和固态扩散,在接头中形成由α(Ti)、(α+β)或α2、β(Ti)和残留钎料层等多个反应层组成的界面结构,而且该结构是按五步形成机理实现的,即β(Ti)的形成、α+β两相区的形成、α2相的形成、富Al的α(Ti)的形成和α2相的长大。但在美国的C.A.Blue等人进行的同样研究中,只发现沿反应区的中心形成一个富Ni、富Cu的区域。
采用Al箔作钎料进行具有γ+α2层片状组织的Ti-48Al(原子分数)铸造合金的钎焊研究时,发现在1173k的连接温度下,熔化的Al与母材发生反应,生成TiAl3或TiAl2化合物。当在1573k对钎焊接头进行随后的热处理时,接头成分发生均匀化,且Al钎料完全转变成单一的γ相。对接头进行室温和高温(873k)的强度测试发现,接头的抗拉强度与母材相同,达到220MPa。与此项研究相类似,同样采用Al箔作钎料研究TiAl基合金红外钎焊所形成的界面产物时,发现在1323~1623k的温度范围内,钎焊时问为15~60s时,Al与TiAl反应形成TiAl3化合物,反应的程度则取决于所用的具体温度和时问。
采用Ti-Zr-Ni-Cu钎料时,接头的最高抗剪强度达到260MPa,在界面处有Ti2Ni、Ti(Cu,Al)2化合物和Ti基固溶体生成,Ti2Ni和Ti(Cu,Al)2的形成降低了接头的抗剪强度。采用Ag-Cu-Zn钎料时,接头的最高抗剪强度只有125MPa,在界面处生成TiCu、Ti(Cu,Al)2和Ag基固溶体,TiCu和Ti(Cu,Al)2的生成是降低接头抗剪强度的主要原因。(https://www.daowen.com)
2.TiAl基合金与结构钢的钎焊
采用Ag-Cu、Ag-Cu-Ti和Ag-Cu-Zn等银基系列钎料对TiAl基合金与40Cr钢进行钎焊时,钎缝中都出现了基本相同的反应产物,即Ti(Cu,Al)2化合物、Ag基固溶体、Ag-Cu共晶和TiC,但这些产物的微观形态及分布在不同条件下形成的接头中是不同的,如图23-3所示。其中,Ag(s.s.)代表Ag基固溶体。也正是因为接头的微观组织或界面结构的差异,造成了接头性能的不同,如图23-4所示。
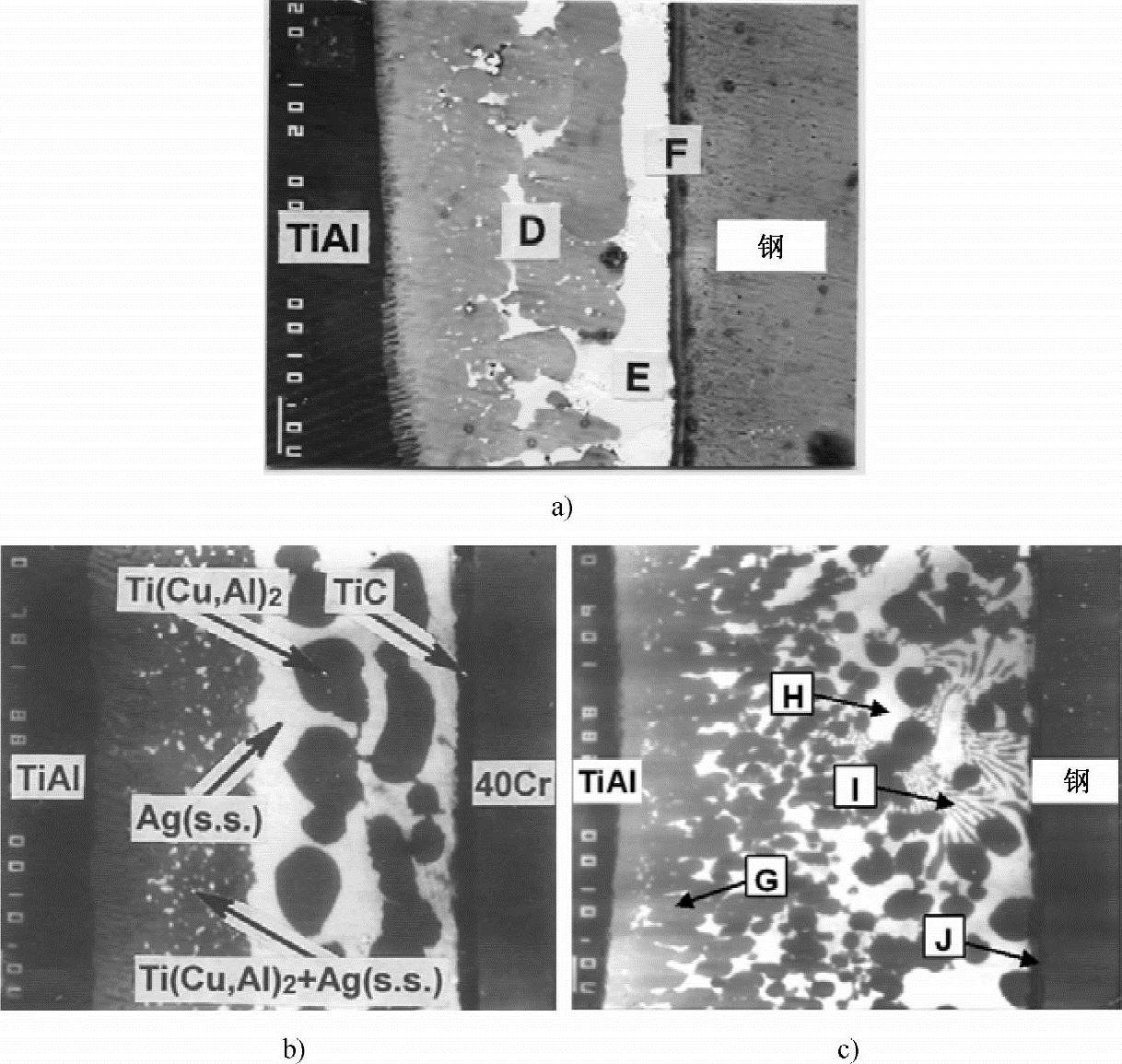
图23-3 采用不同银钎料的钎焊接头微观组织
a)Ag-Cu b)Ag-Cu-Ti c)Ag-Cu-Zn D或G—Ti(Cu,Al)2 E或H—Ag(s.s.) T或J—TiC I—Ag-Cu共晶
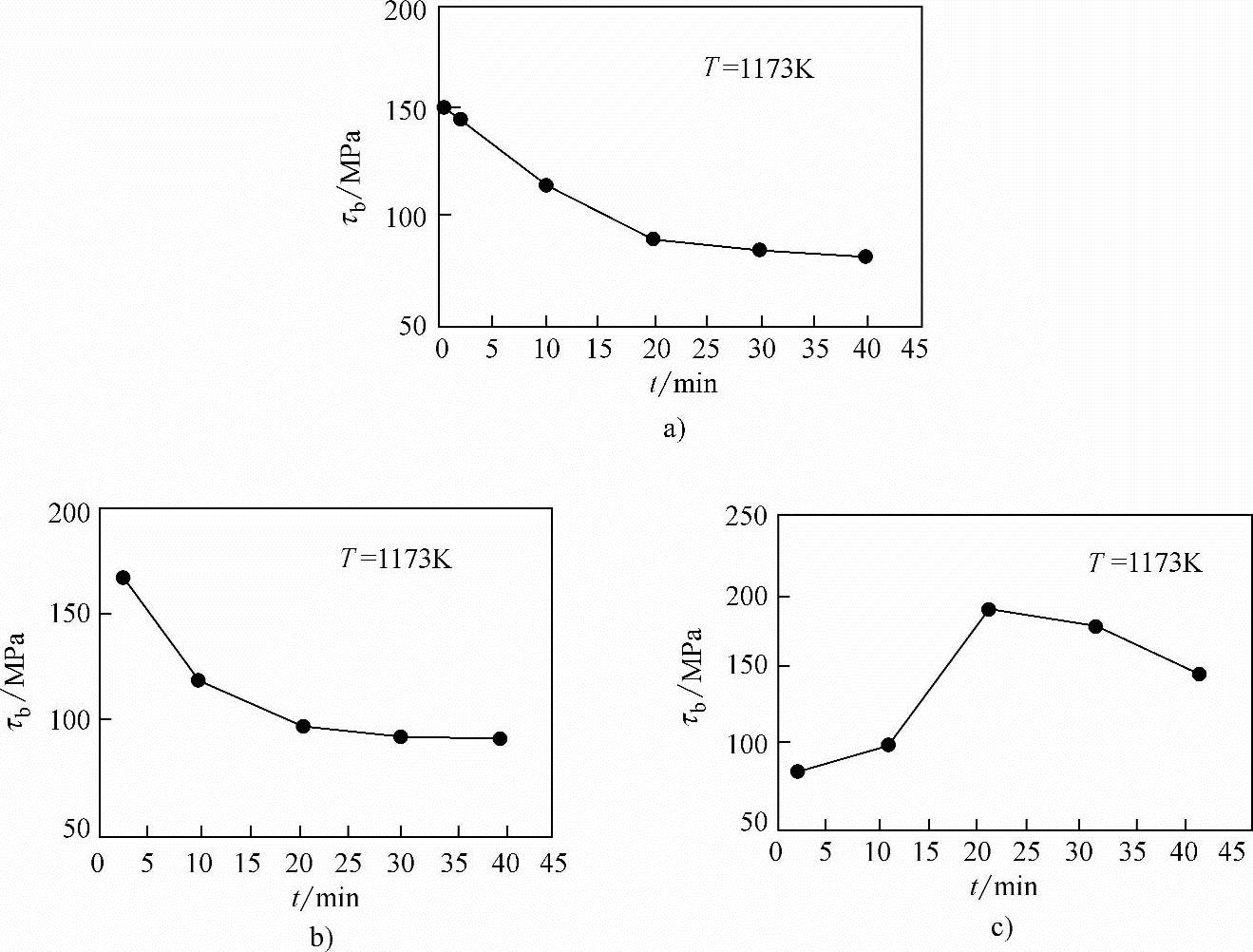
图23-4 采用不同银钎料的钎焊接头的抗剪强度
a)Ag-Cu b)Ag-Cu-Ti c)Ag-Cu-Zn
当采用Ag-Cu钎料时,接头中所形成的界面结构为TiAl/Ti(Cu,Al)2+Ag(s.s.)/Ag(s.s.)/TiC/40Cr,在钎焊温度为1173k、钎焊时问为2min的条件下,接头的抗剪强度最高达到150MPa;当采用Ag-Cu-Ti钎料时,接头中形成了TiAl/Ti(Cu,Al)2+Ag(s.s.)/Ag(s.s.)+Ti(Cu,Al)2/TiC/40Cr的界面结构,在钎焊温度为1173k、钎焊时问为2min的条件下,接头的抗剪强度最高达到170MPa;当采用Ag-Cu-Zn钎料时,接头中的Ti(Cu,Al)2、Ag(s.s.)和Ag-Cu共晶形成了完全混合的组织,同时在40Cr钢侧还存在一个连续的TiC层,在钎焊温度为1173k、钎焊时问为20min的条件下,接头的抗剪强度最高达到190MPa。
采用银钎料BAg63Cu35.2Ti1.8和钛基钎料BTi70Cu15Ni15对Ti-33.5Al-0.5Cr-1Nb-0.5Si铸造合金与AISI4340结构钢进行钎焊时,钛基钎料与母材的反应强于银钎料,并且钛基钎料与钢之问形成碳化物层,而银钎料与钢之问未形成碳化物层。正因为如此,用钛基钎料钎焊TiAl基合金与结构钢时所得接头的抗拉强度较低;而用银钎料钎焊得到的接头的抗拉强度较高,室温达到320MPa,而高温(773k)达到310MPa。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





