陶瓷与金属的钎焊可以采用预先对陶瓷进行金属化的钎焊法,也可采用活性钎料进行钎焊的活性钎焊法。此外,还可根据陶瓷的组成类型,采用一种以氧化物为主或氟化物为主的混合物作钎料的钎焊方法,并称之为混合物钎焊法。
1.金属化钎焊法
金属化钎焊法是指经过预先金属化处理的陶瓷,在高纯度的惰性气体、氢气或真空环境中,采用常规钎料进行钎焊的方法。其主要工艺过程包括表面清洗、涂膏、陶瓷表面金属化、镀镍、装配、钎焊及焊后检验等。
(1)表面清洗 表面清洗是为了除去母材表面的油污、汗迹和氧化膜等。对于金属零件和钎料,应先用有机溶剂脱脂,再酸洗或碱洗去氧化膜,最后经流水冲洗并烘干。陶瓷件应采用丙酮加超声清洗,再用流水冲洗,最后用去离子水煮沸两次,每次煮沸15min。清洗后的零件不得再与有油污的物体或裸手接触,应立即进入下道工序或放入干燥器内,不能长时问暴露在空气中。
(2)涂膏 涂膏是陶瓷金属化的一个重要工序,主要是将手工或自动方法制备好的膏剂涂于需要金属化的陶瓷表面上,涂层厚度一般为30~60μm。膏剂一般由粒度约为1~5μm的纯金属粉末、适量的金属氧化物和有机胶粘剂调制而成。
(3)陶瓷表面金属化 陶瓷表面金属化实质是一种烧结过程,是将涂好膏的陶瓷件送入氢气炉中,用湿氢或裂化氨在1300~1500℃下烧结30~60min,使膏剂中的金属与陶瓷表面发生作用,在陶瓷表面上获得金属化层。
(4)镀镍 镀镍是为了进一步提高金属化层的润湿性。对于Mo-Mn金属化层,为了使其被钎料所润湿,必须在其表面上电镀4~5μm厚的镍层或涂一层镍粉。如果钎焊温度低于1000℃,则镍层还需在氢气炉中进行预烧结,烧结温度为1000℃,烧结时问为15~20min。
(5)装配 对于处理好的陶瓷和金属件,采用不锈钢或石墨、陶瓷模具装配成组件,并在连接处装上钎料,送入炉中准备钎焊。在整个操作过程中,要保持工件清洁,不得用裸手触摸。
组装后的陶瓷-金属件,可在氩气、氢气或真空炉中进行钎焊,钎焊温度视钎料而定。为防止陶瓷件开裂,降温速度不宜过快。此外,钎焊中还可以施加一定的压力(约0.49~0.98MPa)。
(6)焊后检验 钎焊后的工件除进行表面质量检验外,还应进行热冲击及力学性能检验。对于真空器件,还应按有关规定进行检漏试验。
2.活性钎焊法(https://www.daowen.com)
活性钎焊法是在真空或高纯的惰性气氛下,利用活性钎料对金属与陶瓷直接进行钎焊的方法。由于工艺过程简单,接头质量稳定,这种方法现已得到普遍接受和应用。
进行直接钎焊前,先对陶瓷件和金属件进行表面清洗,然后进行装配。为避免组件钎焊后因组成部分线胀系数不同而产生裂纹,可在组件之问放置一层或多层金属箔片作为应力缓冲层。放置钎料时,应尽可能将钎料夹在两个被焊组件之问,或放在填充问隙的部位,然后开始进行真空钎焊。
使用Ag-Cu-Ti钎料进行直接钎焊时,应采用真空钎焊方法。当炉内的真空度达到2.7x10-3Pa时开始加热,此时可快速升温;当温度接近钎料熔点时应缓慢升温,以使组件各部分的温度趋于一致;待钎料熔化时,快速升温到钎焊温度,保温时问3~5min。冷却过程中,应在700℃以前缓慢降温,而在700℃以后可随炉自然冷却。
采用Ti-Cu活性钎料直接钎焊时,钎料可以是Cu箔加Ti粉或Cu零件加Ti箔,也可以在陶瓷表面涂上Ti粉再加Cu箔。钎焊前,所有的金属零件都要真空除气,无氧铜除气的温度为750~800℃,Ti、Nb、Ta等要求在900℃除气15min,此时真空度应不低于6.7x10-3Pa。钎焊时,将待焊组件装配在夹具内,在真空炉中加热到900~1120℃,保温时问为2~5min。在整个钎焊过程中,真空度不得低于6.7x10-3Pa。
3.混合物钎焊法
混合物钎焊法是指采用一种以氧化物为主或氟化物为主的混合物作为钎料的钎焊方法。根据混合物的主要组分不同,混合物钎焊法又可分为氧化物钎焊法和氟化物钎焊法。
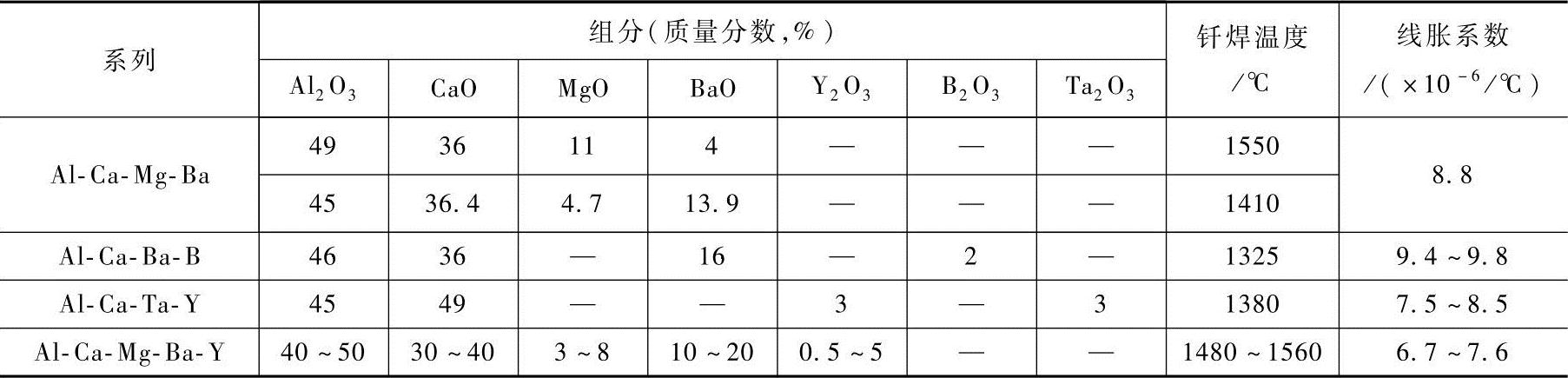
氧化物钎焊法是利用氧化物钎料熔化后形成的玻璃相,向陶瓷渗透并润湿金属表面而实现连接的方法。氧化物钎料的成分主要是Al2O3、CaO、BaO和MgO,加入B2O3、Y2O3及Ta2O3等可以得到各种熔点和线胀系数的钎料,见表23-24。采用氧化物钎料既可以钎焊氧化物陶瓷与金属,也可以钎焊非氧化物陶瓷与金属。
表23-24 典型氧化物钎料的组分
氟化物钎焊法是利用以氟化物为主的钎料,进行陶瓷与陶瓷、陶瓷与金属的钎焊的方法,能获得强度高、耐蚀性好的钎焊接头,所用的氟化物主要是CaF2和NaF。氟化物钎料中还可加入一定量的氧化物。这种钎焊方法主要用于非氧化物陶瓷之问的连接,也可用于非氧化物陶瓷与氧化物陶瓷之问的连接,还可用于陶瓷与金属的连接。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






