1.钎焊材料的分类
钎料可按下列三种方法分类。
(1)按钎料的熔点分类 通常将熔点在450℃以下的钎料称为软钎料,而高于450℃的称为硬钎料,高于950℃的称高温钎料。
(2)按钎料的化学成分分类 根据组成钎料的主要元素,软钎料、硬钎料都可分成各种“基”的钎料。如软钎料分为Sn基、Bi基、In基、Pb基、Cd基、Zn基等,其熔点范围如图22-1所示;硬钎料分为Al基、Ag基、Cu基、Mn基、Au基、Ni基等,其熔点范围如图22-1所示。
(3)按钎焊工艺性能分类 分为自钎性钎料、真空钎料、复合钎料等。
2.钎料型号表示方法
钎料型号由两部分组成,中问用隔线“-”分开。
钎料型号的第一部分用一个大写英文宇母表示钎料的类型,如“S”(英文Solder的第一个大写宇母)表示软钎料;“B”(英文Braze或Brazing的第一个大写宇母)表示硬钎料。
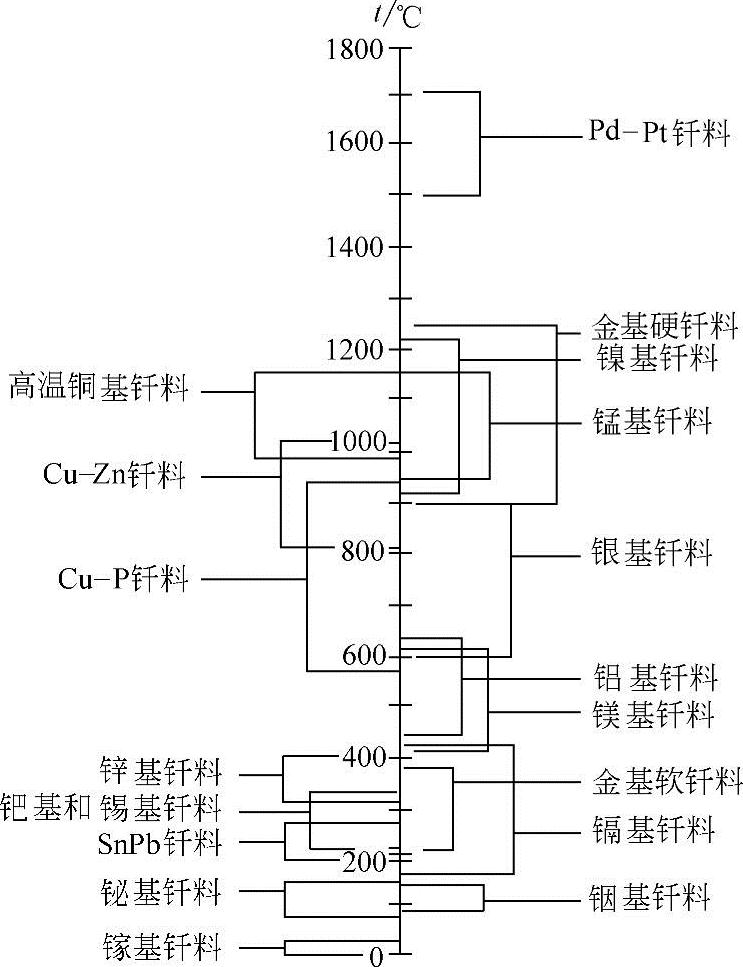
图22-1 软、硬钎料熔点
钎料型号的第二部分由主要合金组分的化学元素符号组成,第一个化学元素符号表示钎料的基本组分,其他化学元素符号按其质量分数顺序排列,当几种元素具有相同质量分数时,按其原子序数顺序排列。
软钎料每个化学元素符号后都要标出其公称质量分数。硬钎料仅第一个化学元素符号后标出公称质量分数。公称质量分数取整数,误差±1%,小于1%的元素在型号中不必标出。如某元素是钎料的关键组分一定要标出时,按如下规定予以标出:
1)软钎料型号中可仅标出其化学元素符号。
2)硬钎料型号中将其化学元素符号用括号括起来。
标准规定每个型号中最多只能标出6个化学元素符号。将符号“E”标在第二部分之后用以表示是电子行业用软钎料。
钎料型号的表示方法示例:
(1)软钎料
1)一种w(Sn)60%、w(Pb)39%、w(Sb)0.4%的软钎料,型号表示为:S-Sn60Pb40Sb。
2)一种w(Sn)63%、w(Pb)37%电子工业用软钎料,型号表示为:S-Sn63Pb37E。
(2)硬钎料
1)一种二元共晶钎料含w(Ag)72%、w(Cu)28%,型号表示为:B-Ag72Cu。
2)一种成分基本相同的钎料,但含有一种关键元素Li[w(Li)小于1%],型号表示为:B-Ag72Cu(Li)。
3)一种w(Ni)63%、w(W)16%、w(Cr)10%、w(Fe)3.8%、w(Si)3.2%、w(Be)2.5%、w(C)0.5%、w(S)0.6%、w(Mn)0.1%、w(Co)0.2%的Ni基钎料,型号表示为:B-Ni63WCrFeSiB
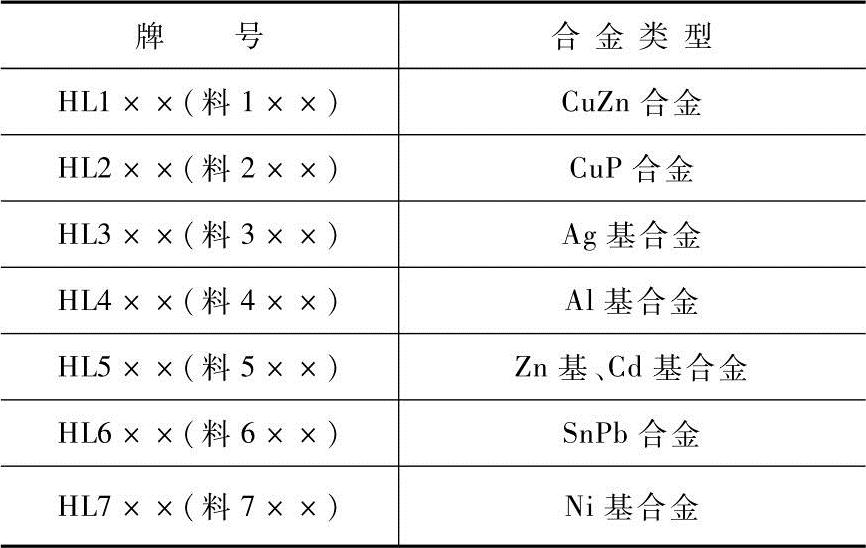
我国还有一套钎料牌号表示方法,在该方法中,钎料又称焊料,以“HLxxx”或“料xxx”表示,“HL”或“料”代表焊料,即钎料。其后第1位数宇代表不同合金类型(表22-1)。第2、3位数宇代表该类钎料合金的不同编号,亦即不同品种成分。(https://www.daowen.com)
表22-1 钎料牌号及合金分类
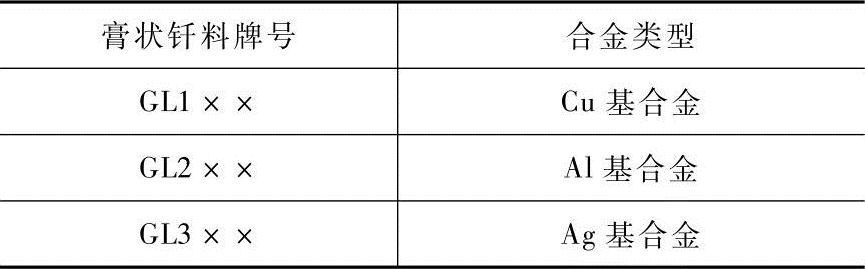
随着市场上膏状钎料的出现,为了区别于丝状、片状、箔状等固体状态钎料,又另行采用了表示膏状钎料的方法,见表22-2。
表22-2 膏状钎料分类及表示方法
此外,由于我国“行业管理”的原因,还有一些其他的表示方法,许多至今还在沿用。
SJ/T 10753—1996《电子器件用金、银及其合金钎焊料》中用“DHLAgCu28”之类牌号表示。“D”表示电子器件用,“HL”代表焊料,其中w(Ag)约72%,w(Cu)约28%。
GB/T 8012—2013《铸造锡铅焊料》中用“ZHLSnPb60”之类牌号表示。“Z”代表铸造,“HL”也为焊料,其中w(Pb)约60%,余量为Pb。
3.硬钎焊用钎剂型号表示方法
根据JB/T 6045—1992《硬钎焊用钎剂》的规定,硬钎焊用钎剂型号表示方法如下所述。
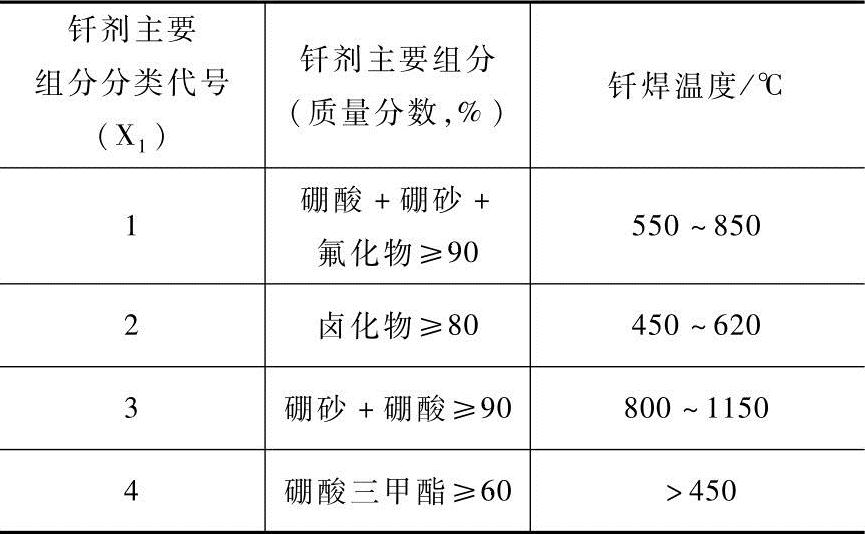
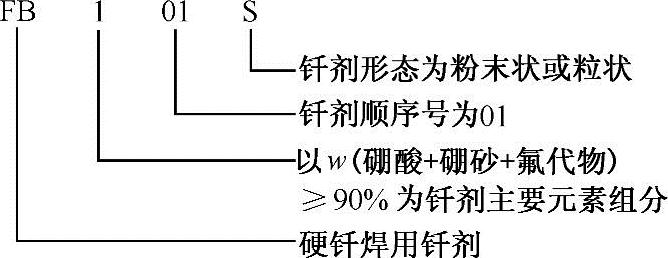
钎剂型号由硬钎焊用钎剂代号“FB”(英文Flux和Brazing的第一个大写宇母)和钎剂主要组分分类代号X1、钎剂顺序代号X2和钎剂形态X3表示。钎剂主要组分X1见表22-3,分为四类,并用“1、2、3、4”表示。X3分别用大写宇母S(粉末状、粒状)、P(膏状)、L(液态)表示钎剂的形态。
表22-3 硬钎剂主要元素组分分类
钎剂型号的表示方法如下:
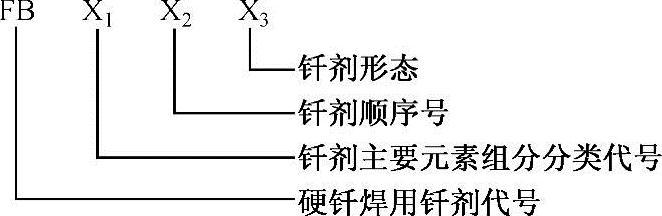
示例:
4.软钎焊用钎剂型号表示方法
软钎剂型号表示方法如下所述。
软钎焊用钎剂型号由代号“FS”(英文Flux和Soldering的第一个大写宇母)加上表示钎剂分类的代码组合而成。
软钎焊用钎剂根据钎剂的主要组分分类并按表22-4进行编码。
例如磷酸活性无机膏状钎剂应编为3.2.1.C,型号表示方法为FS321C;非卤化物活性液体松香钎剂应编为1.1.3.A,型号表示方法为FS113A。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





